

Rullamuovaus on prosessi, jossa metallilevyt muotoillaan tiettyyn muotoon mekaanisesti. Yleisiä sovelluksia ovat pyöreiden ja kartiomaisten osien valmistus. Rullamuovaustekniikan mahdollisuudet menevät kuitenkin paljon pidemmälle - tarkan mekaanisen suunnittelun ja prosessin optimoinnin avulla voidaan tuottaa tehokkaasti myös kulmikkaita metallirakenteita, kuten suorakulmaisia ja neliönmuotoisia komponentteja.
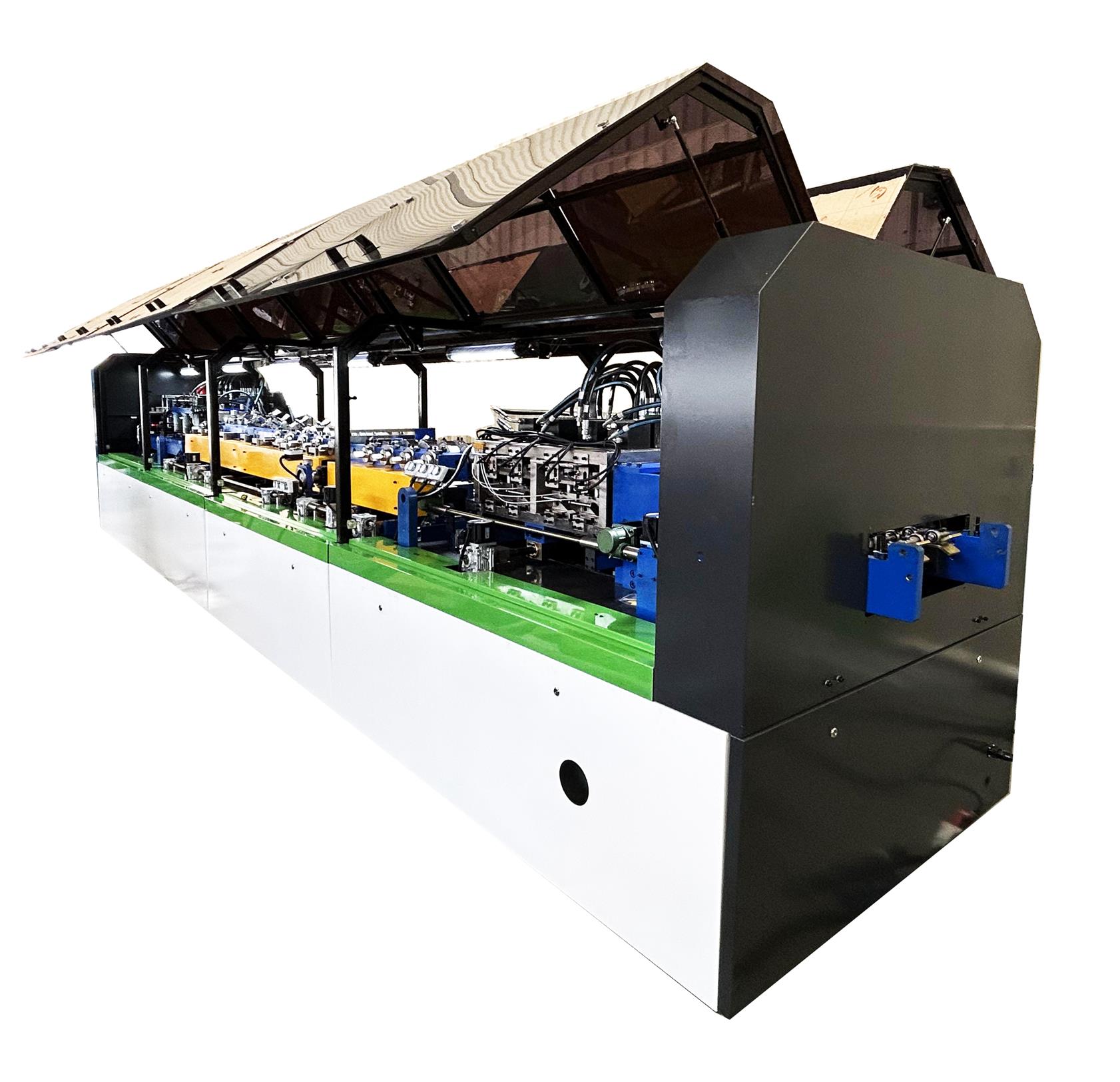
Nykyaikaisiin rullamuovauslaitteisiin on nykyään integroitu kruunausjärjestelmät, älykkäät ohjelmistot ja huipputarkat ohjaimet, jotka mahdollistavat millimetrin tai jopa mikrometrin muovaustarkkuuden ja takaavat vakaan ja tasaisen tuotteen laadun.
Tästä joustavasta ja monikäyttöisestä ohutlevyjen käsittelyjärjestelmästä on tullut yksi nykyaikaisen valmistuksen keskeisistä laitteista. Rullamuovaustekniikkaa käytetään laajalti erilaisissa valmistustilanteissa aina kodinkoneiden metallikoteloista ilmailu- ja avaruustekniikan tarkkuuskomponentteihin sen tehokkuuden, tarkkuuden ja korkean räätälöintiasteen ansiosta.
Huolimatta ohutlevyn taivutustekniikoiden monimutkaisuudesta ja moninaisuudesta, rullamuovaus (tässä yhteydessä tarkoitetaan erityisesti ohutlevyn valssausprosessia) noudattaa aina ainutlaatuista muokkauslogiikkaa. Tässä artikkelissa keskitytään valssaustekniikan periaatteisiin ja sovelluksiin.

Rullamuovauskoneen toimintaperiaate
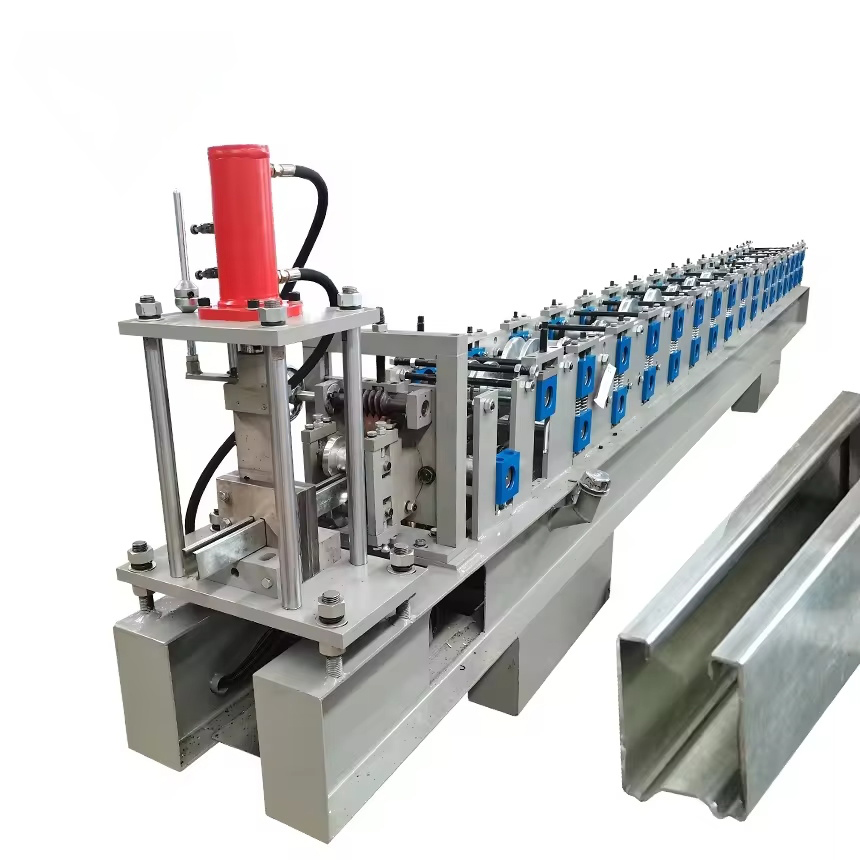
Rullamuovaustekniikassa käytetään erityisiä mekaanisia laitteita ja prosessivirtoja metallilevyjen asteittaiseen taivuttamiseen ennalta määrättyihin geometrisiin muotoihin. Yleisiä tuotteita ovat pyöreät (O-muotoiset), uritetut (U-muotoiset) ja kulmikkaat (kulmikkaat) rakenneosat. Sen keskeisenä toimintaperiaatteena on käyttää rullien välistä suhteellista liikettä materiaaliin kohdistuvan hallittavissa olevan taivutusvoiman käyttämiseen plastisen muodonmuutoksen aikaansaamiseksi.
Perinteiset levyvalssauskoneet on yleensä varustettu ylemmillä ja alemmilla teloilla perusrakenteena. Ylempi rulla vastaa kiinnitys- ja paikoitustoiminnosta, kiinnittää materiaalin paineen avulla ja varmistaa sen vakaan kuljetuksen; alempaa rullaa käytetään aktiivisena käyttöyksikkönä, joka tuottaa vääntömomentin pyörimisliikkeen avulla ja työntää materiaalia taivutettavaksi jatkuvasti rullan pintaa pitkin. Teknologian kehittyessä nykyaikaiset levyvalssauskoneet ovat kehittäneet erilaisia kokoonpanoja, joissa on kaksi, kolme tai jopa neljä rullaa, ja niiden mekaaninen rakenne ja liikelogiikka on myös optimoitu vastaamaan eri materiaalipaksuuksien, taivutussäteiden ja tuotantotehokkuuden tarpeita.
Muotoiluprosessin aikana metallilevy joutuu käymään läpi useita taivutussyklejä telojen välillä, kunnes se saavuttaa tavoitemuodon. Monimutkaisten yksityiskohtien (kuten reunaviisteiden) tai erityisten taivutusvaatimusten vuoksi tarvitaan yleensä lisäprosessia tai erikoislaitteita täydentävää käsittelyä varten. On huomattava, että lopputuotteen mittatarkkuuteen ja muotovakauteen vaikuttavat useat tekijät, kuten materiaalin ominaisuudet (kuten kimmomoduuli, myötölujuus), levyn paksuus, rullaväli ja painejakauma, joita on säädettävä dynaamisesti tarkan laskennan ja reaaliaikaisen seurannan avulla.
Tästä teknologiasta on tullut keskeinen käsittelymenetelmä muun muassa autoteollisuuden, teräsrakenteiden rakentamisen ja laivanrakennuksen aloilla sen korkean tehokkuuden, joustavuuden ja kustannusetujen ansiosta, ja se on osoittanut merkittäviä taloudellisia etuja laajamittaisessa tuotannossa.
Roll taivutuskonejärjestelmä
Rullataivutuskoneet voidaan luokitella pääasiassa mekaanisiin ja hydraulisiin tyyppeihin niiden käyttömenetelmien perusteella. Lisätietoja rullataivutuskoneiden luokittelusta rakenteellisen rakenteen (kuten rullien määrän) mukaan on aiemmassa erikoisartikkelissamme.
Mekaaninen kolmen rullan rullataivutuskoneisto
Mekaaniset kolmen rullan rullataivutuskoneet voidaan jakaa symmetrisiin ja epäsymmetrisiin tyyppeihin rullajärjestyksen perusteella.
-
Symmetrinen rakenne:
Kaksi yhdensuuntaista rullaa on sijoitettu pohjaan, ja kolmas rulla on sijoitettu pystysuoraan ja keskelle niiden yläpuolelle. Pohjarullat tuottavat päävoiman pyörimällä, jolloin materiaali taipuu jatkuvasti rullien välissä. Tämä soveltuu tavanomaisten lieriömäisten tai kartiomaisten työkappaleiden muotoiluun. -
Epäsymmetrinen muotoilu:
Ylempi rulla on tärkein käyttörulla, joka on sijoitettu pystysuoraan keskelle. Sen alapuolella on rinnakkainen rulla, ja kolmas rulla on sivusuunnassa sivussa. Sivulla olevalla rullalla on keskeinen rooli esitaivutusvaiheessa, sillä se mahdollistaa levyn reunojen tarkan taivutuksen, joka symmetrisissä malleissa vaatii yleensä apulaitteita vastaavien tulosten saavuttamiseksi.
Hydraulinen Roll taivutuskone
Hydraulisten rullataivutuskoneiden ylempi rulla on suunniteltu rummun muotoiseksi, ja siinä käytetään hydraulijärjestelmää pystysuoran nostamisen aikaansaamiseksi. Tämä ominaisuus parantaa merkittävästi koneen sopeutumiskykyä eri materiaalipaksuuksiin ja varmistaa materiaalin reunojen suoruuden. Hydraulisen voimansiirron ja säädön joustavuus tekee siitä edullisemman monimutkaisten muotojen käsittelyssä tai korkean tarkkuuden vaatimuksissa.
Molemmilla rullataivutuskonetyypeillä on omat etunsa eri sovelluksissa: mekaaniset rullataivutuskoneet ovat tunnettuja yksinkertaisesta rakenteestaan ja helposta huollettavuudestaan, minkä vuoksi ne soveltuvat laajamittaiseen standardoituun tuotantoon; hydrauliset rullataivutuskoneet, joissa on korkea tarkkuusohjaus ja joustavuus, soveltuvat paremmin asiakaskohtaiseen käsittelyyn tai teollisuudenaloille, jotka vaativat tiukkaa pinnan laatua.
Kylmätaivutuksen ja kuumataivutuksen erot prosessin suhteen
Metallilevyjen taivutuksen alalla on valittavana erilaisia muokkausprosesseja. Ennen työkappaleen valssaussuunnitelman viimeistelyä on kuitenkin tärkeää erottaa toisistaan kaksi keskeistä prosessityyppiä: kuumataivutus ja kylmätäivytys.
Kylmä taivutusprosessi
Kylmätaivutus tarkoittaa suoraa taivutusprosessia, jossa materiaalia ei tarvitse esilämmittää. Kylmätaivutuksen tärkeimpiä etuja ovat korkea käsittelytehokkuus (ei lämmitys-/jäähdytysjaksoja) ja alhaiset kustannukset (ei energiankulutusta eikä hapettumishäviöitä), minkä vuoksi se soveltuu erityisen hyvin ohuiden ja keskipaksujen levyjen säännölliseen muotoiluun. Koska materiaalin plastisuus huoneenlämpötilassa on rajallista, kylmätaivutus edellyttää kuitenkin laitteiden suurta jäykkyyttä ja muovaustarkkuutta, ja sen avulla on vaikea käsitellä lujia materiaaleja tai monimutkaisia poikkileikkaukseltaan monimutkaisia työkappaleita. Jos aiot hankkia rullataivutuskoneen, sinun on arvioitava kattavasti kylmätaivutusprosessin soveltuvuus tuote-erän koon, materiaaliominaisuuksien ja tarkkuusvaatimusten perusteella.
Kuuma taivutusprosessi
Kuumataivutuksessa työkappaletta kuumennetaan paikallisesti uudelleenkiteytymislämpötilan yläpuolelle, jolloin materiaalin plastisuus paranee merkittävästi, mikä vähentää muokkausvastusta ja parantaa mittatarkkuutta. Kuumataivutuksen teknisiin etuihin kuuluvat:
-
Korkean tarkkuuden muotoilu: Kuumataivutuksella voidaan saavuttaa monimutkaisten poikkileikkausmuotojen ja suurten kaarevuussäteiden työkappaleiden vakaa käsittely.
-
Laaja materiaaliyhteensopivuus: Soveltuu erityisesti materiaaleille, joita on vaikea muotoilla kylmätaivuttamalla, kuten lujat teräkset, titaaniseokset ja muut.
-
Energiansäästöpotentiaali: Kylmätaivutukseen verrattuna kuumataivutus voi vähentää laitteiden käyttöjärjestelmien tehontarvetta. On kuitenkin tärkeää huomata, että kuumataivutus edellyttää lämmityslämpötilan, pitoajan ja jäähdytysnopeuden tarkkaa hallintaa materiaalin suorituskyvyn heikkenemisen tai pinnan hapettumisen estämiseksi.
Lämmin taivutusprosessi (hybridiprosessi)
Lämmin taivutus on kompromissi kylmän taivutuksen ja kuuman taivutuksen välillä. Työkappale lämmitetään keskilämpötila-alueelle (tyypillisesti uudelleenkiteytymislämpötilan alapuolelle), mikä vähentää muokkausvastusta ja minimoi samalla lämpövaikutusalueen. Lämmintaivutuksen etuja ovat mm:
-
Parempi muovattavuus: Vähentää takaisinkytkentää ja parantaa mittatarkkuutta.
-
Vähentynyt sisäinen stressi: Kylmätaivutukseen verrattuna materiaalin sisäiset jäännösjännitykset vähenevät merkittävästi.
-
Kohtalaiset laitekustannukset: Ei vaadi täysin korkean lämpötilan ympäristöä, mikä alentaa laitteiden lämmönkestävyysvaatimuksia. Lämmintaivutuksessa on kuitenkin tasapainotettava lämmitysenergiankulutus ja muovaustehokkuus, ja lämpötilavaihteluista johtuvat paikalliset suorituskykyerot voivat olla mahdollisia.
Valintasuositukset
-
Kylmätaivutus: Soveltuu ohuille levyille, sarjatuotantoon ja työkappaleille, joiden tarkkuusvaatimukset ovat alhaisemmat.
-
Kuuma taivutus: Paras korkean lisäarvon, monimutkaisen poikkileikkauksen tai vaikeasti käsiteltävien materiaalien käsittelyyn.
-
Lämmin taivutus: Ihanteellinen skenaarioihin, joissa vaaditaan suurta mittatarkkuutta ja materiaalin suorituskykyä.
Prosessin toteutettavuus on suositeltavaa arvioida kattavasti työkappaleen materiaalin, poikkileikkauksen muodon, tuotantoerän ja kustannusbudjetin sekä laitetoimittajan teknisen tuen valmiuksien perusteella.
Taivutusta edeltävän prosessin analyysi
Metallilevyjen käsittelyssä taivutuspaine kohdistuu vain rullien kosketuspinta-alaan, mikä tarkoittaa, että suurin osa materiaalin "tehollisesta pituudesta" ei muutu. Muodostumatonta osaa kutsutaan "suoraksi reunaksi". Suoran reunan olemassaolo voi aiheuttaa seuraavia ongelmia:
-
Kutistuminen ja muodonmuutokset: Suora särmä on altis takaiskuille tai vääntymiselle myöhemmän käsittelyn aikana, mikä vaikuttaa työkappaleen tarkkuuteen.
-
Materiaalijäte: Suoran reunan aluetta ei voida hyödyntää tehokkaasti, mikä lisää materiaalihukkaa.
Esitaivutus, joka on keskeinen esiprosessi, voi merkittävästi vähentää kutistumisen ja muodonmuutosten riskiä myöhemmässä käsittelyssä, kun suoraa reunaa muokataan paikallisesti plastisesti etukäteen. Keskeinen periaate on hallita esipuristuksen määrää ja luoda taivutusalueen ja suoran reunan alueen välille siirtymäalue, jolloin jännitysjakauma tasapainottuu.
Esitaivutusprosessin teoreettinen perusta
Esitaivutusparametrit (kuten esitaivutuskulma ja -paine) on laskettava tarkasti taivutustyypin (symmetrinen/epäsymmetrinen) ja levyn paksuuden perusteella.
-
Symmetrinen taivutus: Suorareunan pituus korreloi yleensä positiivisesti levyn paksuuden kanssa, ja esitaivutuksen määrä määritetään kaavan tai empiiristen arvojen avulla.
-
Epäsymmetrinen taivutus: Epätasaisista voimista johtuen suoran reunan alue on altis siirtymille, ja esitaivutusparametrit on laskettava kompensoimalla sivuttaisvoimat.
Esitaivutusprosessin toteuttamismenetelmät
Käyttäjä voi prosessin vaatimusten perusteella valita seuraavista teknisistä ratkaisuista:
-
Paina taivutus: Suorakulmaiseen alueeseen kohdistetaan mekaanisella puristimella pystysuoraa painetta paikallisen plastisen muodonmuutoksen aikaansaamiseksi.
-
Malli Roll taivutus: Suoran reunan asteittaiseen taivuttamiseen käytetään rullilla varustettuja muotteja.
-
Segmentin rullataivutus: Segmentoitua rullarakennetta käytetään kohdistamaan painetta osissa suoran reunan esitaivuttamiseksi.
-
Puskurilohko Hydraulinen taivutus: Hydraulisia puskurilaitteita käytetään suorareunan säädettävään nestepaineeseen, joka soveltuu erittäin tarkkaan käsittelyyn.
Taivutusta edeltävän prosessin tärkeimmät valvontakohdat
Valssausprosessin aikana on varmistettava työkappaleen tarkka keskittäminen seuraavien ongelmien välttämiseksi:
-
Twisting: Työkappaleen virheellinen kohdistus voi johtaa poikkileikkauksen vääristymiseen, mikä vaikuttaa kokoonpanon tarkkuuteen.
-
Mittapoikkeama: Epätasaiset sivuttaisvoimat voivat aiheuttaa taivutussäteen vaihtelua.
Ohjauksen keskittämismenetelmät:
-
Sivurullan keskitys: Säädä työkappaleen asentoa dynaamisesti sivurullien avulla.
-
Sivurullien uritus: Sivurullan pintaan työstetyt ohjaavat urat, jotka rajoittavat työkappaleen sivuttaisliikettä.
-
Kalteva keskitys: Kallistettujen rullien avulla painovoima auttaa keskittämään työkappaleen.
Esitaivutusprosessi optimoi jännitysjakauman suoran reunan alueella, mikä parantaa merkittävästi metallilevyjen muovaustarkkuutta ja materiaalin käyttöä. Käytännön sovelluksissa on tarpeen valita kattavasti esitaivutusmenetelmä ja parametrien ohjausstrategiat työkappaleen rakenteen, materiaaliominaisuuksien ja laitteiden valmiuksien perusteella, jotta saavutetaan tehokkaat ja vakaat käsittelytulokset.
