


A perfilagem é um processo que molda chapas metálicas em formas específicas através de meios mecânicos. As aplicações mais comuns incluem a produção de componentes circulares e cónicos. No entanto, o potencial da tecnologia de perfilagem vai muito além destas - através de um design mecânico preciso e da otimização do processo, também pode produzir eficazmente estruturas metálicas angulares, tais como componentes rectangulares e quadrados.
O equipamento moderno de perfilagem está agora integrado com sistemas de coroamento, software inteligente e controladores de alta precisão, permitindo uma precisão de perfilagem ao nível do milímetro ou mesmo do micrómetro e garantindo uma qualidade de produto estável e consistente.
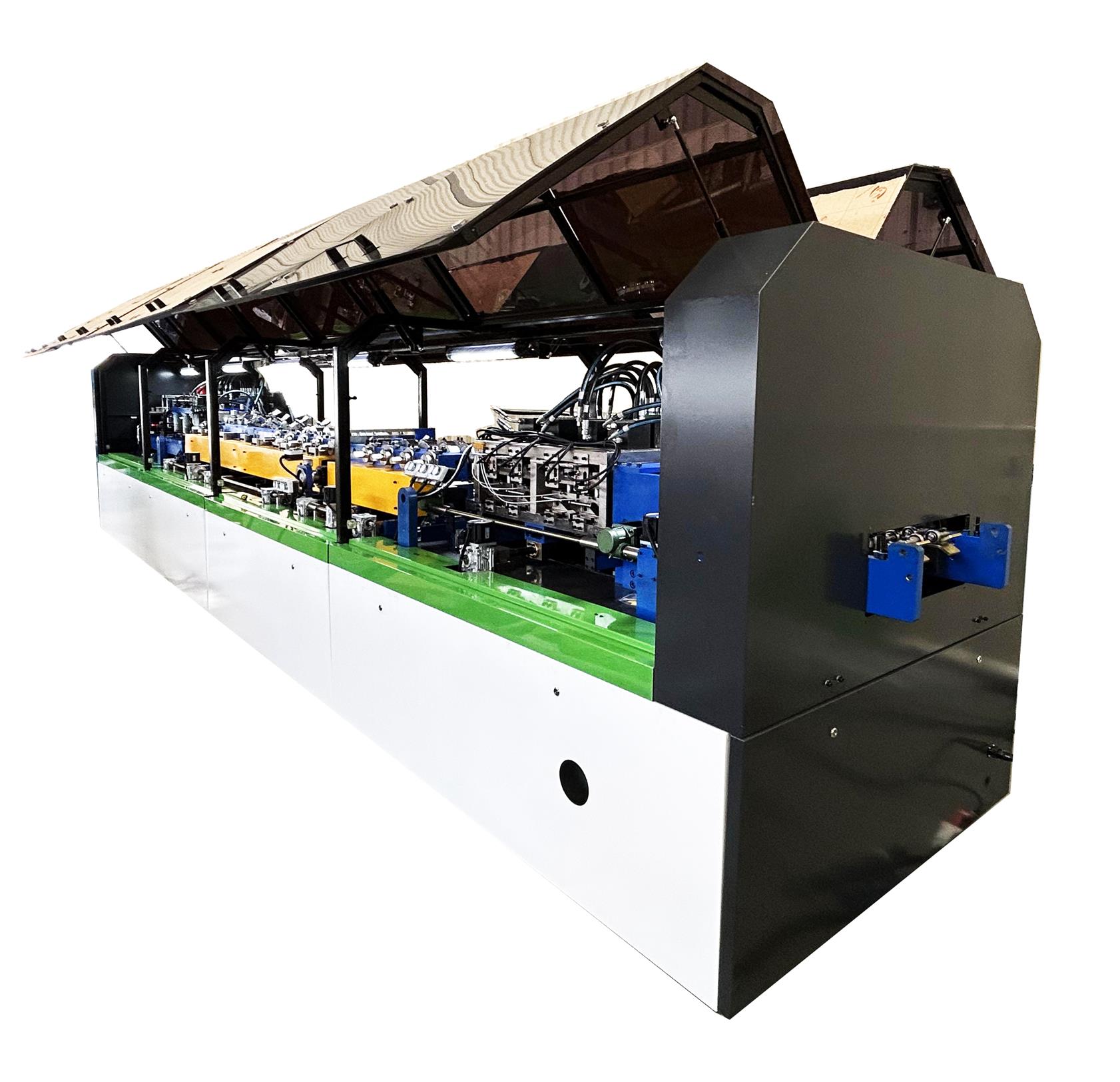
Este sistema flexível e multifuncional de processamento de chapa metálica tornou-se uma das peças fundamentais do equipamento no fabrico moderno. Desde caixas metálicas de electrodomésticos a componentes de precisão para a indústria aeroespacial, a tecnologia de perfilagem é amplamente utilizada em vários cenários de fabrico, graças à sua eficiência, precisão e elevado grau de personalização.
Apesar da complexidade e diversidade das técnicas de dobragem de chapa metálica, a perfilagem (referindo-se especificamente ao processo de laminagem de chapa metálica neste contexto) segue sempre uma lógica de perfilagem única. Este artigo centrar-se-á nos princípios e aplicações da tecnologia de perfilagem.

Princípio de funcionamento da máquina perfiladeira
A tecnologia de perfilagem utiliza dispositivos mecânicos específicos e fluxos de processo para dobrar gradualmente chapas metálicas em formas geométricas predefinidas. Os produtos comuns incluem peças estruturais circulares (em forma de O), ranhuradas (em forma de U) e angulares (em forma de ângulo). O seu principal princípio de funcionamento consiste em utilizar o movimento relativo entre rolos para aplicar uma força de flexão controlável ao material, provocando uma deformação plástica.
As máquinas de laminagem de chapa tradicionais estão normalmente equipadas com rolos superiores e inferiores como estrutura básica. O rolo superior é responsável pela função de fixação e posicionamento, fixando o material através da pressão e assegurando o seu transporte estável; o rolo inferior é utilizado como uma unidade de acionamento ativo para gerar binário através do movimento de rotação para empurrar o material para dobrar continuamente ao longo da superfície do rolo. Com a evolução da tecnologia, as modernas máquinas de laminagem de chapas desenvolveram uma variedade de configurações com dois rolos, três rolos e até quatro rolos, e a sua estrutura mecânica e lógica de movimento também foram optimizadas para satisfazer as necessidades de diferentes espessuras de material, raios de curvatura e eficiência de produção.
Durante o processo de conformação, a chapa metálica tem de ser submetida a vários ciclos de dobragem entre os rolos até atingir a forma pretendida. Para pormenores complexos (como filetes de arestas) ou requisitos especiais de dobragem, são normalmente necessários processos auxiliares ou equipamento especial para processamento suplementar. É de notar que a precisão dimensional e a estabilidade da forma do produto final são afectadas por múltiplos factores, incluindo as propriedades do material (como o módulo de elasticidade, o limite de elasticidade), a espessura da chapa, a folga dos rolos e a distribuição da pressão, etc., que têm de ser ajustados dinamicamente através de cálculos precisos e da monitorização em tempo real.
Esta tecnologia tornou-se um método de processamento essencial nos domínios do fabrico de automóveis, da construção de estruturas de aço, da construção naval, etc., devido à sua elevada eficiência, flexibilidade e vantagens em termos de custos, tendo revelado benefícios económicos significativos na produção em grande escala.
Sistema de máquina de dobragem de rolos
As máquinas de dobrar rolos podem ser classificadas principalmente em tipos mecânicos e hidráulicos com base nos seus métodos de acionamento. Para mais informações sobre a classificação das máquinas de dobragem de rolos por conceção estrutural (como o número de rolos), pode consultar o nosso artigo especializado anterior.
Máquina mecânica de dobragem de rolos de três rolos
As máquinas mecânicas de dobrar rolos de três rolos podem ser divididas em tipos simétricos e assimétricos com base na disposição dos rolos.
-
Conceção simétrica:
Dois rolos paralelos estão posicionados na parte inferior, com um terceiro rolo colocado verticalmente e centralmente acima deles. Os rolos inferiores fornecem a força motriz principal através da rotação, o que leva o material a dobrar-se continuamente entre os rolos. Isto é adequado para formar peças de trabalho cilíndricas ou cónicas convencionais. -
Design assimétrico:
O rolo superior é o rolo motor principal, posicionado verticalmente no centro. Um rolo paralelo é colocado abaixo dele, e o terceiro rolo é deslocado lateralmente para o lado. O rolo lateral desempenha um papel fundamental na fase de pré-dobragem, permitindo uma dobragem precisa dos bordos da chapa, o que normalmente requer dispositivos auxiliares para obter resultados semelhantes em designs simétricos.
Máquina de dobragem de rolos hidráulica
O rolo superior das máquinas de dobrar rolos hidráulicas é concebido em forma de tambor e utiliza um sistema hidráulico para conseguir a elevação vertical. Esta caraterística melhora significativamente a adaptabilidade da máquina a diferentes espessuras de material e garante a retidão dos bordos do material. A flexibilidade do acionamento e ajuste hidráulico torna-o mais vantajoso para o manuseamento de formas complexas ou requisitos de alta precisão.
Ambos os tipos de máquinas de dobragem de rolos têm as suas respectivas vantagens em diferentes aplicações: as máquinas de dobragem de rolos mecânicas são conhecidas pela sua estrutura simples e fácil manutenção, tornando-as adequadas para a produção padronizada em grande escala; as máquinas de dobragem de rolos hidráulicas, com controlo de alta precisão e flexibilidade, são mais adequadas para o processamento personalizado ou para indústrias que exigem uma qualidade de superfície rigorosa.
Diferenças entre dobragem a frio e dobragem a quente em termos de processo
No domínio da dobragem de chapas metálicas, existem vários processos de conformação à escolha. No entanto, antes de finalizar o plano de laminação específico para uma peça de trabalho, é essencial distinguir primeiro entre os dois tipos de processos principais: dobragem a quente e dobragem a frio.
Processo de dobragem a frio
A curvatura a frio refere-se ao processo de curvatura direta sem necessidade de pré-aquecimento do material. As principais vantagens da quinagem a frio incluem a elevada eficiência de processamento (sem necessidade de ciclos de aquecimento/arrefecimento) e o baixo custo (sem consumo de energia ou perda de oxidação), tornando-a particularmente adequada para a conformação regular de chapas finas e de espessura média. No entanto, devido à plasticidade limitada do material à temperatura ambiente, a quinagem a frio requer uma elevada rigidez do equipamento e precisão de conformação, sendo difícil processar materiais de elevada resistência ou peças de secção transversal complexas. Se planeia adquirir uma máquina de dobragem por rolo, deve avaliar exaustivamente a aplicabilidade do processo de dobragem a frio com base no tamanho do lote do produto, nas propriedades do material e nos requisitos de precisão.
Processo de dobragem a quente
A dobragem a quente envolve o aquecimento local da peça de trabalho acima da sua temperatura de recristalização, aumentando significativamente a plasticidade do material, reduzindo assim a resistência à conformação e melhorando a precisão dimensional. As vantagens técnicas da dobragem a quente incluem:
-
Conformação de alta precisão: A dobragem a quente permite obter um processamento estável de formas complexas da secção transversal e de peças com grande raio de curvatura.
-
Ampla compatibilidade de materiais: Especialmente adequado para materiais que são difíceis de formar através de dobragem a frio, tais como aço de alta resistência, ligas de titânio e outros.
-
Potencial de poupança de energia: Em comparação com a dobragem a frio, a dobragem a quente pode reduzir os requisitos de potência dos sistemas de acionamento do equipamento. No entanto, é importante notar que a dobragem a quente requer um controlo preciso da temperatura de aquecimento, do tempo de espera e da taxa de arrefecimento para evitar a degradação do desempenho do material ou a oxidação da superfície.
Processo de dobragem a quente (processo híbrido)
A dobragem a quente é um compromisso entre a dobragem a frio e a dobragem a quente. A peça de trabalho é aquecida a uma temperatura média (normalmente abaixo da temperatura de recristalização), o que reduz a resistência à conformação e minimiza a zona afetada pelo calor. As vantagens da dobragem a quente incluem:
-
Melhor formabilidade: Reduz o retorno elástico e melhora a estabilidade dimensional.
-
Redução do stress interno: Em comparação com a flexão a frio, as tensões internas residuais no material são significativamente reduzidas.
-
Custo moderado do equipamento: Não requer um ambiente totalmente a alta temperatura, reduzindo assim os requisitos de resistência ao calor do equipamento. No entanto, a dobragem a quente deve equilibrar o consumo de energia de aquecimento com a eficiência de conformação e pode registar diferenças de desempenho locais devido a gradientes de temperatura.
Recomendações de seleção
-
Dobragem a frio: Adequado para chapas finas, produção por lotes e peças de trabalho com requisitos de precisão mais baixos.
-
Dobragem a quente: Ideal para materiais de elevado valor acrescentado, com secções transversais complexas ou difíceis de processar.
-
Dobragem a quente: Ideal para cenários que exigem uma elevada precisão dimensional e um elevado desempenho dos materiais.
Recomenda-se que se avalie exaustivamente a viabilidade do processo com base no material específico da peça, na forma da secção transversal, no lote de produção e no orçamento de custos, em combinação com as capacidades de apoio técnico do fornecedor do equipamento.
Análise do processo de pré-dobragem
No processamento de chapas metálicas, a pressão de flexão é aplicada apenas na área de contacto dos rolos, o que significa que a maior parte do "comprimento efetivo" do material não sofre deformação. A parte não deformada é designada por "aresta reta". A presença de uma aresta reta pode causar os seguintes problemas:
-
Contração e deformação: A aresta reta é propensa a rebater ou a deformar durante o processamento subsequente, afectando a precisão da peça de trabalho.
-
Resíduos de materiais: A área da aresta reta não pode ser utilizada eficazmente, o que leva a um aumento do desperdício de material.
A pré-dobragem, enquanto processo preliminar fundamental, pode reduzir significativamente os riscos de contração e deformação no processamento subsequente, deformando localmente e de forma plástica a aresta reta com antecedência. O princípio fundamental é controlar a quantidade de pré-deformação, criando uma zona de transição entre a área de dobragem e a área da aresta reta, equilibrando assim a distribuição de tensões.
Fundamentação teórica do processo de pré-dobragem
Os parâmetros de pré-curvatura (como o ângulo de pré-curvatura e a pressão) têm de ser calculados com precisão com base no tipo de curvatura (simétrico/assimétrico) e na espessura da chapa.
-
Dobragem simétrica: O comprimento da aresta reta está normalmente correlacionado positivamente com a espessura da chapa, e a quantidade de pré-curvatura é determinada através da derivação de fórmulas ou de valores empíricos.
-
Dobragem assimétrica: Devido a forças desiguais, a área da aresta reta é propensa a deslocações e os parâmetros de pré-flexão têm de ser calculados compensando as forças laterais.
Métodos de implementação do processo de pré-curvatura
Com base nos requisitos do processo, o operador pode escolher entre as seguintes soluções técnicas:
-
Dobragem por prensa: É aplicada uma pressão vertical na zona da aresta reta utilizando uma prensa mecânica para obter uma deformação plástica local.
-
Dobragem de rolos de gabarito: Os moldes personalizados combinados com rolos são utilizados para efetuar a dobragem progressiva da aresta direita.
-
Dobragem de rolos de segmentos: Uma estrutura de rolos segmentados é utilizada para aplicar pressão em secções para pré-dobrar a aresta direita.
-
Bloco amortecedor Dobragem hidráulica: Utilizando dispositivos de amortecimento hidráulico para aplicar pressão líquida controlável à aresta reta, adequado para processamento de alta precisão.
Pontos de controlo chave do processo de pré-curvatura
Durante o processo de laminagem, é necessário assegurar a centragem exacta da peça de trabalho para evitar os seguintes problemas:
-
Torcer: O desalinhamento da peça de trabalho pode levar à distorção da secção transversal, afectando a precisão da montagem.
-
Desvio dimensional: Forças laterais irregulares podem causar flutuações no raio de curvatura.
Métodos para centrar o controlo:
-
Centragem do rolo lateral: Ajustar dinamicamente a posição da peça de trabalho através de rolos laterais.
-
Ranhura do rolo lateral: Maquinação de ranhuras de guia na superfície do rolo lateral para limitar o movimento lateral da peça de trabalho.
-
Centragem inclinada: Utilizando rolos inclinados, a gravidade ajuda a centrar a peça de trabalho.
O processo de pré-dobragem optimiza a distribuição de tensões na área da aresta reta, melhorando significativamente a precisão da conformação e a utilização do material das chapas metálicas. Em aplicações práticas, é necessário selecionar exaustivamente o método de pré-curvatura e as estratégias de controlo de parâmetros com base na estrutura da peça de trabalho, nas propriedades do material e nas capacidades do equipamento para obter resultados de processamento eficientes e estáveis.
