


Rullformning är en process som formar metallplåtar till specifika former med hjälp av mekaniska medel. Vanliga tillämpningar är tillverkning av cirkulära och koniska komponenter. Men potentialen hos rullformningstekniken går långt utöver dessa - genom exakt mekanisk design och processoptimering kan den också effektivt producera vinklade metallstrukturer som rektangulära och kvadratiska komponenter.
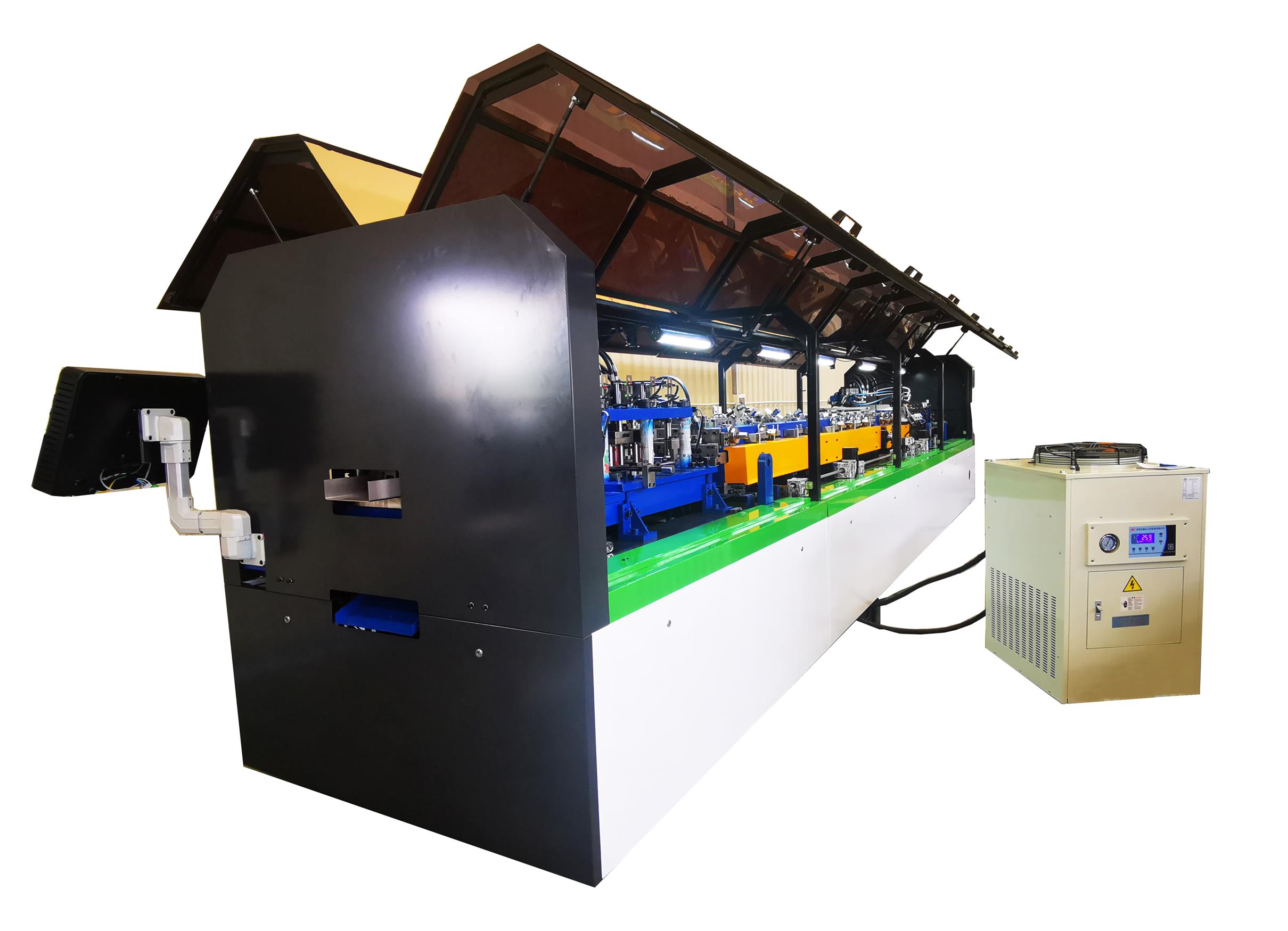
Modern rullformningsutrustning är nu integrerad med kronningssystem, intelligent programvara och högprecisionsstyrenheter, vilket möjliggör formningsnoggrannhet på millimeter- eller till och med mikrometernivå och säkerställer stabil och jämn produktkvalitet.
Detta flexibla och multifunktionella plåtbearbetningssystem har blivit en av de viktigaste utrustningsdetaljerna i modern tillverkning. Från metallhöljen för hushållsapparater till precisionskomponenter för flygindustrin används rullformningsteknik i stor utsträckning i olika tillverkningsscenarier tack vare dess effektivitet, precision och höga grad av kundanpassning.
Trots komplexiteten och mångfalden av plåtbockningstekniker följer rullformning (som i detta sammanhang specifikt avser plåtvalsningsprocessen) alltid en unik formningslogik. Denna artikel kommer att fokusera på principerna och tillämpningarna för rullformningstekniken.

Arbetsprincip för rullformningsmaskin
Rullformningstekniken använder specifika mekaniska anordningar och processflöden för att gradvis böja metallplåtar till förinställda geometriska former. Vanliga produkter inkluderar cirkulära (O-formade), räfflade (U-formade) och vinklade (vinklade) konstruktionsdelar. Dess grundläggande arbetsprincip är att använda den relativa rörelsen mellan rullarna för att applicera en kontrollerbar böjkraft på materialet för att orsaka plastisk deformation.
Traditionella plattvalsmaskiner är vanligtvis utrustade med övre och nedre rullar som grundstruktur. Den övre valsen ansvarar för kläm- och positioneringsfunktionen, fixerar materialet genom tryck och säkerställer dess stabila transport; den nedre valsen används som en aktiv drivenhet för att generera vridmoment genom rotationsrörelse för att trycka materialet för att böjas kontinuerligt längs valsytan. Med den tekniska utvecklingen har moderna plåtvalsar utvecklat en mängd olika konfigurationer med två valsar, tre valsar och till och med fyra valsar, och deras mekaniska struktur och rörelselogik har också optimerats för att möta behoven hos olika materialtjocklekar, böjradier och produktionseffektivitet.
Under formningsprocessen måste plåten genomgå flera cykler av bockning mellan valsarna tills den når målformen. För komplexa detaljer (t.ex. kantprofiler) eller speciella bockningskrav krävs vanligtvis hjälpprocesser eller specialutrustning för kompletterande bearbetning. Det bör noteras att slutproduktens måttnoggrannhet och formstabilitet påverkas av flera faktorer, inklusive materialegenskaper (t.ex. elasticitetsmodul, sträckgräns), plåttjocklek, rullgap och tryckfördelning etc., som måste justeras dynamiskt genom exakt beräkning och övervakning i realtid.
Denna teknik har blivit en central bearbetningsmetod inom biltillverkning, stålkonstruktioner, skeppsbyggnad etc. på grund av sin höga effektivitet, flexibilitet och kostnadsfördelar och har visat betydande ekonomiska fördelar i storskalig produktion.
System för rullbockningsmaskin
Rullbockningsmaskiner kan främst kategoriseras i mekaniska och hydrauliska typer baserat på deras drivmetoder. För detaljer om klassificeringen av rullbockningsmaskiner efter strukturell design (t.ex. antalet rullar) kan du hänvisa till vår tidigare specialartikel.
Mekanisk rullbockningsmaskin med tre rullar
Mekaniska trevalsade rullbockningsmaskiner kan delas in i symmetriska och asymmetriska typer baserat på rullarrangemanget.
-
Symmetrisk design:
Två parallella valsar är placerade längst ner, med en tredje vals placerad vertikalt och centralt ovanför dem. De nedre valsarna ger den huvudsakliga drivkraften genom att rotera, vilket gör att materialet kontinuerligt böjs mellan valsarna. Detta är lämpligt för att forma konventionella cylindriska eller koniska arbetsstycken. -
Asymmetrisk design:
Den övre valsen är den drivande huvudvalsen och är placerad vertikalt i mitten. En parallell vals är placerad under den och den tredje valsen är förskjuten i sidled. Sidovalsen spelar en nyckelroll i förbockningssteget, eftersom den möjliggör exakt bockning av arkets kanter, vilket vanligtvis kräver hjälpanordningar för att uppnå liknande resultat i symmetriska konstruktioner.
Hydraulisk rullbockningsmaskin
Den övre valsen på hydrauliska rullbockningsmaskiner är utformad som en trumma och använder ett hydraulsystem för att uppnå vertikal lyftning. Denna funktion förbättrar avsevärt maskinens anpassningsförmåga till olika materialtjocklekar och säkerställer att materialets kanter är raka. Flexibiliteten i den hydrauliska drivningen och justeringen gör den mer fördelaktig för hantering av komplexa former eller krav på hög precision.
Båda typerna av rullbockningsmaskiner har sina respektive fördelar i olika applikationer: mekaniska rullbockningsmaskiner är kända för sin enkla struktur och sitt enkla underhåll, vilket gör dem lämpliga för storskalig standardiserad produktion; hydrauliska rullbockningsmaskiner, med hög precisionskontroll och flexibilitet, är mer lämpade för kundanpassad bearbetning eller industrier som kräver strikt ytkvalitet.
Skillnader mellan kallbockning och varmbockning när det gäller process
När det gäller bockning av plåt finns det olika formningsprocesser att välja mellan. Innan man fastställer den specifika valsningsplanen för ett arbetsstycke är det dock viktigt att först skilja mellan de två kärnprocesstyperna: varmbockning och kallbockning.
Kallbockningsprocess
Kallbockning är en direkt bockningsprocess utan behov av förvärmning av materialet. De viktigaste fördelarna med kallbockning är hög bearbetningseffektivitet (inget behov av uppvärmnings-/kylningscykler) och låg kostnad (ingen energiförbrukning eller oxidationsförlust), vilket gör den särskilt lämplig för regelbunden formning av tunna och medeltjocka plåtar. På grund av materialets begränsade plasticitet vid rumstemperatur kräver kallbockning dock hög utrustningsstyvhet och formningsnoggrannhet, och det är svårt att bearbeta höghållfasta material eller komplexa tvärsnittsarbetsstycken. Om du planerar att köpa en rullbockningsmaskin bör du noggrant utvärdera tillämpligheten av den kalla bockningsprocessen baserat på produktpartistorlek, materialegenskaper och precisionskrav.
Varmbockningsprocess
Varmbockning innebär lokal uppvärmning av arbetsstycket över dess omkristallisationstemperatur, vilket avsevärt ökar materialets plasticitet och därmed minskar formningsmotståndet och förbättrar måttnoggrannheten. De tekniska fördelarna med varmbockning inkluderar:
-
Formning med hög precision: Varmbockning kan uppnå stabil bearbetning av komplexa tvärsnittsformer och arbetsstycken med stor krökningsradie.
-
Bred materialkompatibilitet: Speciellt lämplig för material som är svåra att forma genom kallbockning, t.ex. höghållfasta stål, titanlegeringar m.m.
-
Potential för energibesparingar: Jämfört med kallbockning kan varmbockning minska effektbehovet hos utrustningens drivsystem. Det är dock viktigt att notera att varmbockning kräver exakt kontroll av uppvärmningstemperatur, hålltid och kylhastighet för att förhindra försämring av materialprestanda eller ytoxidation.
Varmbockningsprocess (hybridprocess)
Varmbockning är en kompromiss mellan kallbockning och varmbockning. Arbetsstycket värms till ett medeltemperaturområde (vanligtvis under omkristallisationstemperaturen), vilket minskar formningsmotståndet samtidigt som den värmepåverkade zonen minimeras. Fördelarna med varmbockning inkluderar:
-
Bättre formbarhet: Minskar återfjädringen och förbättrar dimensionsstabiliteten.
-
Minskad intern stress: Jämfört med kallbockning reduceras de inre restspänningarna i materialet avsevärt.
-
Måttlig utrustningskostnad: Kräver inte en fullständig högtemperaturmiljö, vilket sänker kraven på utrustningens värmebeständighet. Varmbockning måste dock balansera energiförbrukningen för uppvärmning med formningseffektiviteten och kan uppleva lokala prestandaskillnader på grund av temperaturgradienter.
Rekommendationer för urval
-
Kallbockning: Lämplig för tunna plåtar, serieproduktion och arbetsstycken med lägre precisionskrav.
-
Varmbockning: Bäst för material med högt mervärde, komplexa tvärsnitt eller material som är svåra att bearbeta.
-
Varm böjning: Idealisk för scenarier som kräver hög dimensionell precision och materialprestanda.
Vi rekommenderar att man gör en omfattande utvärdering av processens genomförbarhet baserat på arbetsstyckets specifika material, tvärsnittsform, produktionsbatch och kostnadsbudget, i kombination med utrustningsleverantörens tekniska support.
Analys av förbockningsprocessen
Vid bearbetning av metallplåt appliceras böjtrycket endast på valsarnas kontaktyta, vilket innebär att större delen av materialets "effektiva längd" inte genomgår någon deformation. Den odeformerade delen kallas för "rak kant". Förekomsten av en rak kant kan orsaka följande problem:
-
Krympning och deformation: Den raka eggen är benägen att studsa tillbaka eller vridas under efterföljande bearbetning, vilket påverkar arbetsstyckets noggrannhet.
-
Material Avfall: Den raka kantytan kan inte utnyttjas effektivt, vilket leder till ökat materialspill.
Förbockning, som en viktig preliminär process, kan avsevärt minska riskerna för krympning och deformation i efterföljande bearbetning genom att lokalt plastiskt deformera den raka kanten i förväg. Kärnprincipen är att kontrollera mängden fördeformation, skapa en övergångszon mellan böjningsområdet och området med den raka kanten och därigenom balansera spänningsfördelningen.
Teoretisk grund för förbockningsprocessen
Förbockningsparametrar (t.ex. förbockningsvinkel och tryck) måste beräknas exakt baserat på bockningstyp (symmetrisk/osymmetrisk) och plåttjocklek.
-
Symmetrisk bockning: Längden på den raka eggen är vanligtvis positivt korrelerad med plåttjockleken, och förbockningsmängden bestäms genom formelhärledning eller empiriska värden.
-
Osymmetrisk böjning: På grund av ojämna krafter är den raka kanten benägen att förskjutas, och förbockningsparametrar måste beräknas genom att kompensera för sidokrafter.
Metoder för implementering av förbockningsprocessen
Baserat på processkraven kan operatören välja mellan följande tekniska lösningar:
-
Pressbockning: Vertikalt tryck appliceras på den raka kantytan med hjälp av en mekanisk press för att uppnå lokal plastisk deformation.
-
Mall för rullbockning: Anpassade formar kombinerade med rullar används för att utföra progressiv bockning av den raka kanten.
-
Segmentvalsböjning: En segmenterad rullstruktur används för att applicera tryck i sektioner för att förböja den raka kanten.
-
Buffertblock Hydraulisk bockning: Med hjälp av hydrauliska buffertanordningar för att applicera kontrollerbart vätsketryck på den raka kanten, lämplig för bearbetning med hög precision.
Viktiga kontrollpunkter i förbockningsprocessen
Under valsningsprocessen är det nödvändigt att säkerställa en exakt centrering av arbetsstycket för att undvika följande problem:
-
Vridning: Felaktig uppriktning av arbetsstycket kan leda till tvärsnittsförvrängning, vilket påverkar monteringsnoggrannheten.
-
Dimensionell avvikelse: Ojämna sidokrafter kan orsaka fluktuationer i böjningsradien.
Metoder för centrering av styrning:
-
Centrering av sidorullar: Dynamisk justering av arbetsstyckets position med hjälp av sidovalsar.
-
Rillning av sidorullar: Bearbetning av styrspår på sidovalsens yta för att begränsa arbetsstyckets rörelse i sidled.
-
Lutande centrering: Med hjälp av lutande rullar hjälper tyngdkraften till att centrera arbetsstycket.
Förbockningsprocessen optimerar spänningsfördelningen i området för den raka kanten, vilket avsevärt förbättrar formningsnoggrannheten och materialutnyttjandet av metallplåtar. I praktiska tillämpningar är det nödvändigt att göra ett omfattande val av förbockningsmetod och parameterkontrollstrategier baserat på arbetsstyckets struktur, materialegenskaper och utrustningens kapacitet för att uppnå effektiva och stabila bearbetningsresultat.
