Výrobce lehkých ocelových rámů
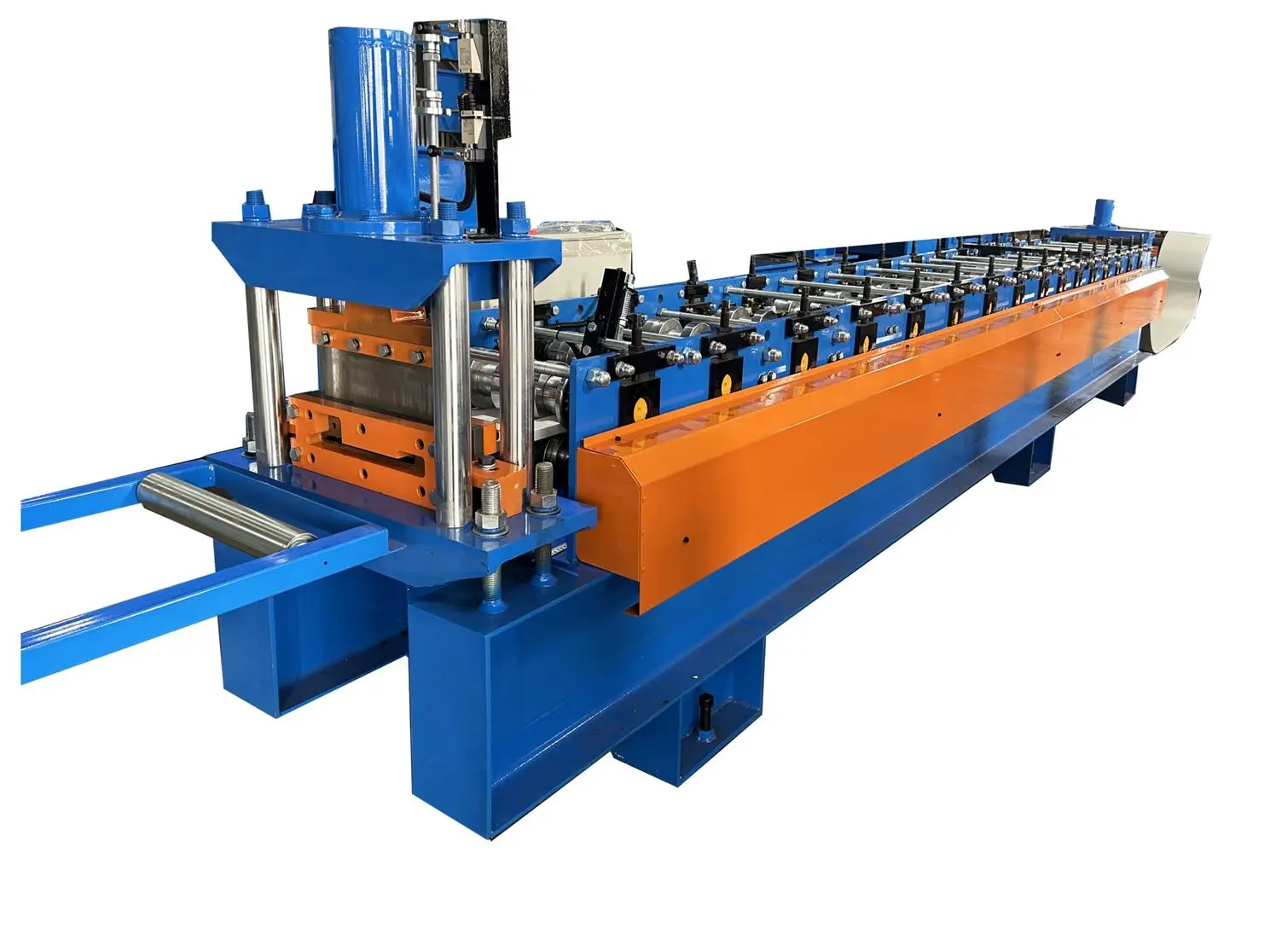
Na základě poskytnutých údajů o konstrukci prokazuje stroj na výrobu lehkých ocelových rámů značky Rollextech (konkrétně stroj na výrobu ocelových rámů tvarovaných za studena) svou vynikající schopnost automaticky vyrábět vysoce kvalitní lehké C-profily. Tento stroj nejenže integruje špičkovou technologii, ale je také vybaven pokročilým řídicím softwarovým systémem. Tato inovativní konstrukce umožňuje vysoký stupeň automatizace od surovin až po hotové výrobky.
Díky tomuto automatizovanému procesu stroj na výrobu lehkých ocelových rámů Rollextech výrazně snižuje potřebu ručního zadávání dat a výrazně zvyšuje efektivitu výroby. Současně také optimalizuje výrobní proces a snižuje chybovost způsobenou manuální obsluhou, čímž snižuje čas a náklady potřebné na opravu chyb. Pokročilý řídicí software navíc dokáže automaticky generovat podrobné materiálové zprávy, díky čemuž je správa informací v průběhu celého výrobního cyklu efektivnější a přesnější.
Specifikace lehkého ocelového rámovacího stroje
Suroviny a objem výroby:
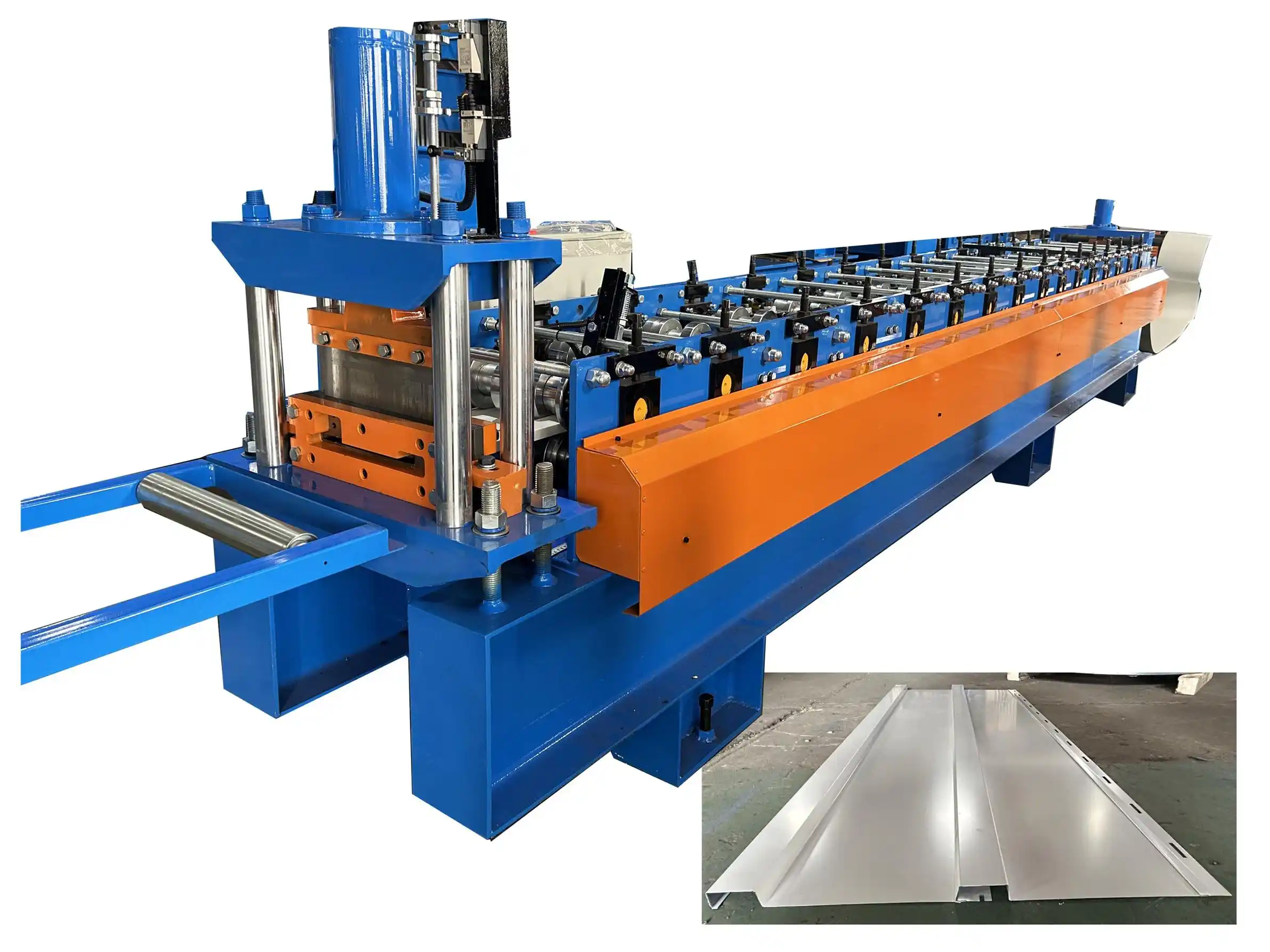
Tento model se dokáže přizpůsobit surovinám s různými specifikacemi, což zaručuje, že vyrobený rám ocelové konstrukce je přesný a rozměrově rozmanitý, aby vyhověl různým architektonickým a designovým potřebám.
Výrobní velikost je vysoce přizpůsobitelná a lze ji přesně upravit podle konkrétních potřeb zákazníka, což vede k efektivní a přesné výrobě.
| Rozměr profilu: 89x41x9mm; |  |
| Suroviny: G300-G550 GI/GL pásek; |
| Rozsah tloušťky: 0,75-1,2 mm; |
| Šířka materiálu:C≈180mm; |
Rychlost stroje:
Maximální výrobní rychlost je 48 metrů za minutu (bez doby následného zpracování, jako je řezání a děrování). Tento údaj o rychlosti zdůrazňuje výjimečný výkon modelu, který mu umožňuje rychle provádět obrovské množství výrobních činností.
Díky vysoké rychlosti výroby může stroj s ocelovou konstrukcí rychle reagovat na poptávku trhu, zkrátit dodací cykly a nabídnout silnou podporu pro rozsáhlé výrobní projekty. Současně efektivní výrobní kapacita snižuje náklady na jednotku produkce a zvyšuje konkurenceschopnost firmy.
Profil:

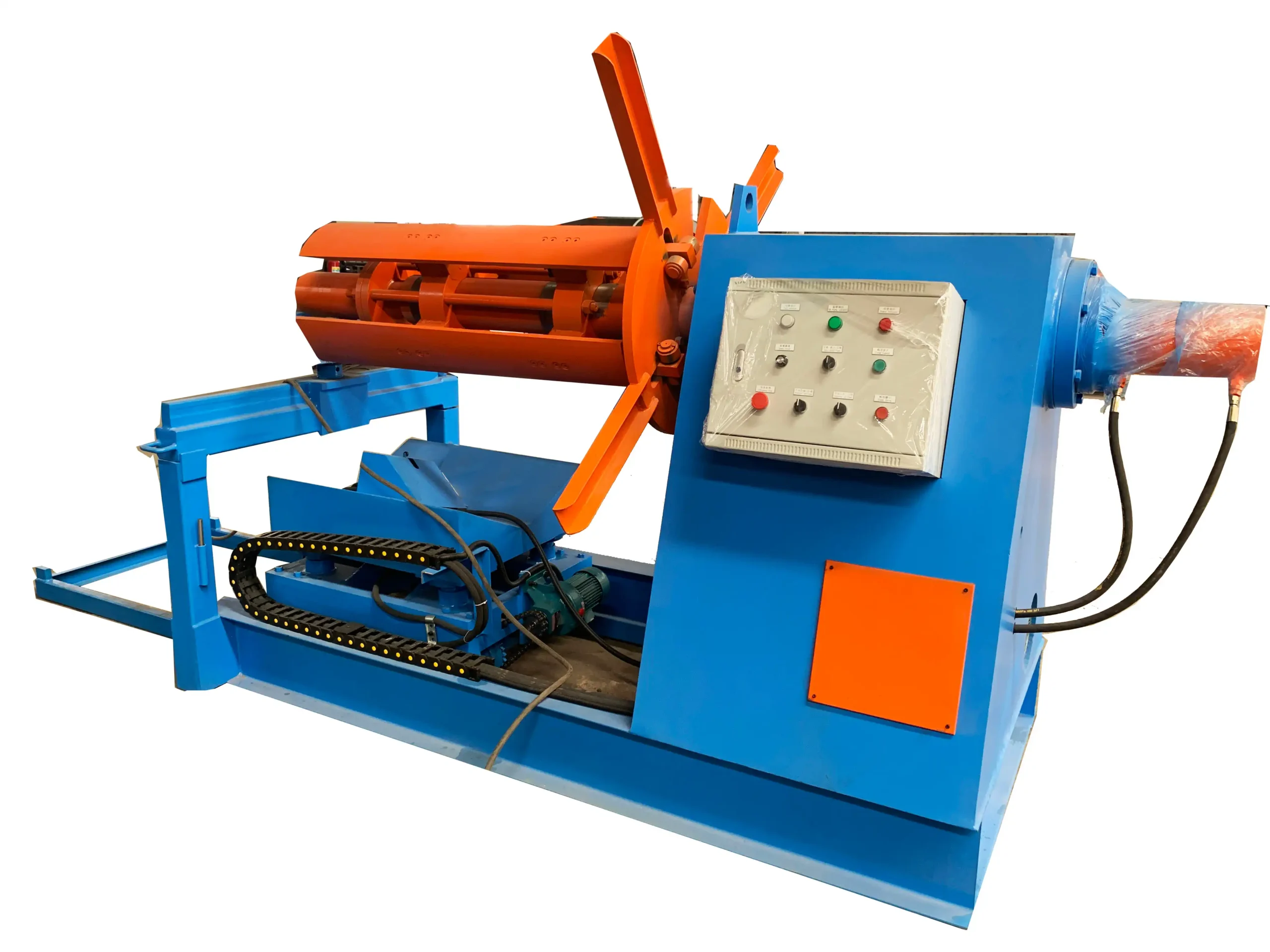
Technické specifikace odvíječe
Díky svým rozsáhlým technickým vlastnostem a silnému funkčnímu designu je tento odvíječ vhodný pro širokou škálu činností spojených s odvíjením svitků a nabízí efektivní a spolehlivou podporu zařízení pro zpracování kovů, výrobu strojů a další odvětví.
Je vybaven automatickým mechanismem spouštění a zastavování pro inteligentní řízení provozu.
Pro zajištění plynulého provozu a minimální spotřeby energie použijte pohon motoru s proměnnou frekvencí.
Šířka pásu: maximální podpora 400 mm, vyhovuje různým šířkovým specifikacím.
Vnější průměr cívky: až 1300 mm, vhodné pro cívky různých průměrů.
Vnitřní průměr materiálu: Vhodný pro cívky s různými velikostmi vnitřních otvorů: 450-530 mm.
Rozsah nastavení šířky materiálu je 50-500 mm, což umožňuje širokou škálu možností výběru šířky.
Jmenovité zatížení: Nosnost: 3 tuny, vysoká nosnost pro spolehlivý provoz.
Hlavní motor má výkon 1,5 kW, což je dostatečné pro efektivní výrobu.

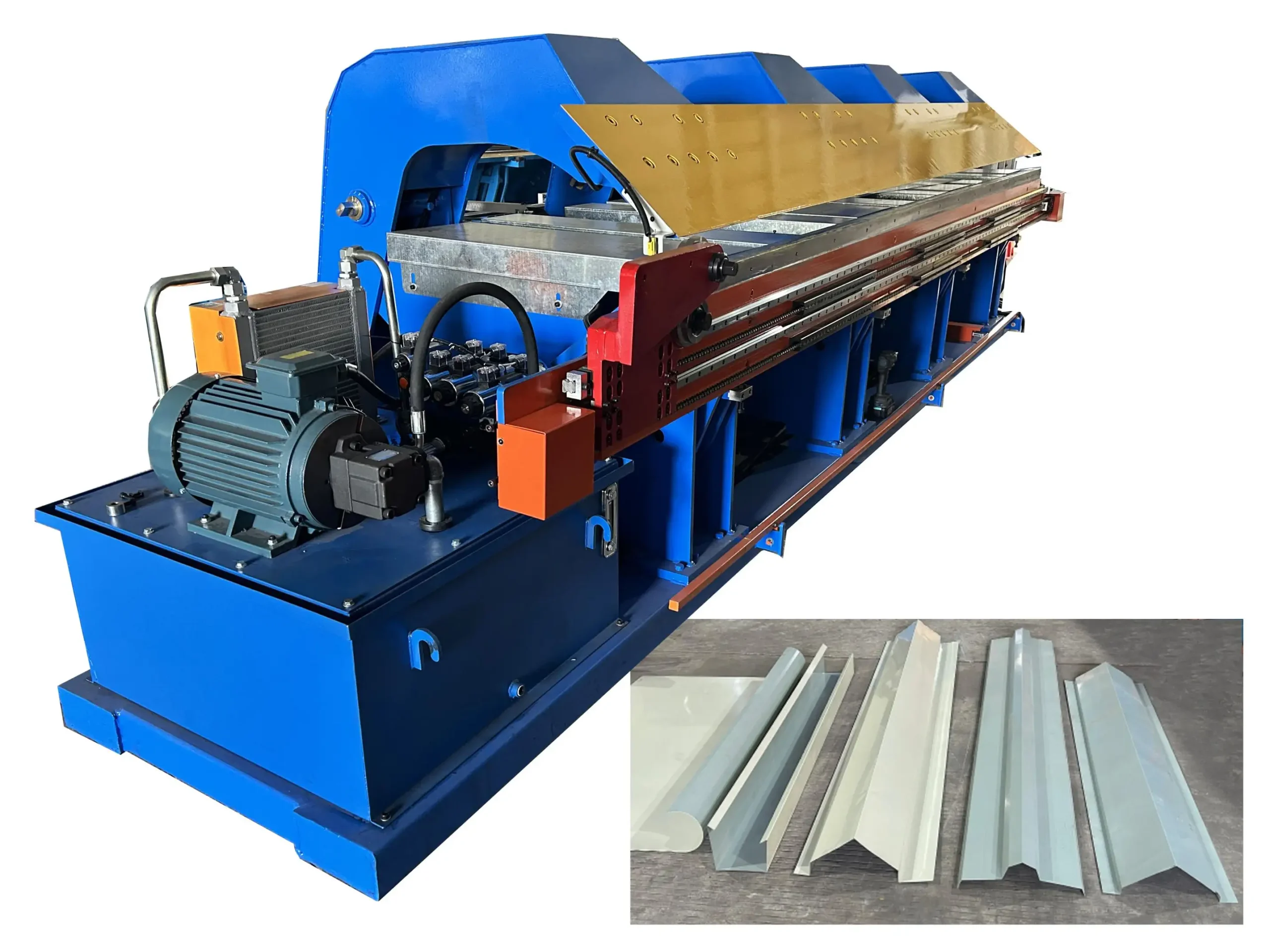
Technické parametry hydraulického řezacího a děrovacího lisu
Tato hydraulická řezací a děrovací matrice poskytuje efektivní a přesná řešení pro řezání a děrování v oblasti zpracování kovů, výroby strojů a dalších průmyslových odvětvích díky pokročilé metodě děrování, vysoce kvalitním materiálům matric a nožů, efektivní metodě řezání a jemné povrchové úpravě.
Způsob děrování: Technologie předního a zadního děrování zajišťuje vysokou přesnost polohy a velikosti děrování, aby vyhovovala potřebám přesného zpracování.
Materiál matrice: Hlavní tělo matrice je vyrobeno z vysoce kvalitní legované oceli Cr12Mov, která má vysokou pevnost, vysokou odolnost proti opotřebení a dobrou kalitelnost, což zajišťuje odolnost a životnost matrice.
Způsob řezání: Pro řezání používejte tvarovací nůž, abyste zajistili rovné ostří bez otřepů a zlepšili kvalitu výrobku. Je vybaven tříbřitými zasekávacími nůžkami, které zvyšují efektivitu a přesnost řezání a snižují plýtvání materiálem.
Materiál čepele: Čepel je rovněž vyrobena ze slitiny oceli Cr12Mov, která zajišťuje stabilitu a odolnost během řezání.
Povrchová úprava: Po CNC polodokončení je zajištěn základní tvar a rozměrová přesnost matrice.
Poté se provede vakuové tepelné zpracování, které zvýší tvrdost matrice na 58-60HRC, čímž se výrazně zlepší tvrdost a odolnost matrice proti opotřebení.
Nakonec se provádí CNC dokončovací práce, aby se zajistila konečná přesnost velikosti a tvaru formy, která splňuje požadavky na vysoce přesné zpracování.

Stavební projekty: