

Kernen i den industrielle produktion
I det fine system med moderne industriel fremstilling er Rulleformningsmaskine med fodpedal fungerer som en stille, men dygtig "industriel base", der presser produktiviteten op på mange områder med maskinens nøjagtige hjælp. Når stilladser vokser som ståltræ på byggepladser, bliver hoveddelen - stilladsbrættet - altid lavet af dette værktøj med en hastighed på 12 meter i minuttet. På bilfabrikker kommer de rigtige kurver på de indvendige støtter og fodpedaler fra de mange ruller med dette værktøj. Dette værktøj, der forbinder opgaver med "klip-form-stans", ændrer den måde, varer fremstilles på i gamle dage med sin "schweizerkniv"-lignende anvendelighed og er vigtig mellem råvarer og færdige industrivarer.

Hvordan struktur smelter sammen med funktion
Ingeniørkunsten i mekanisk design
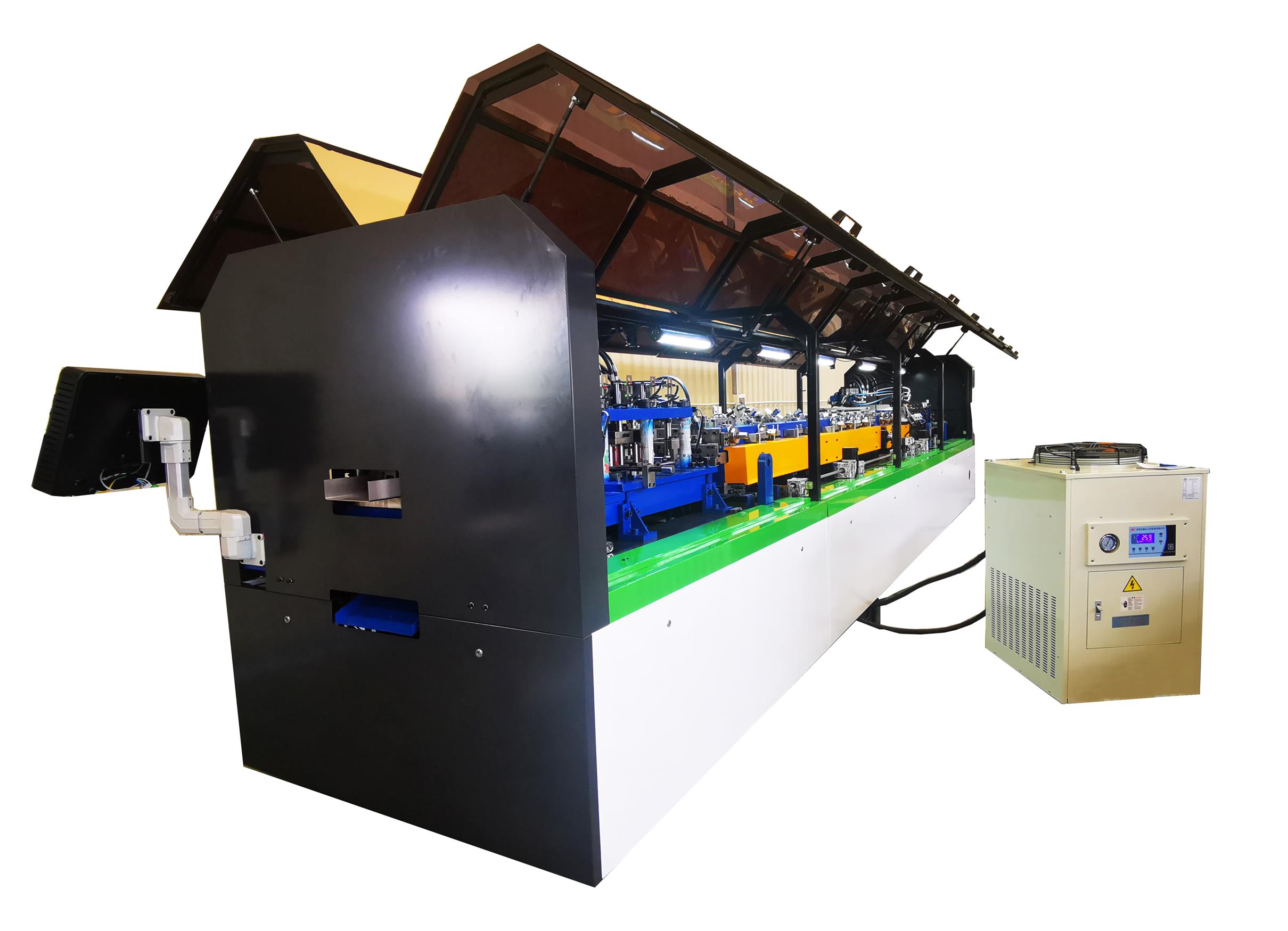
- Udstyrets hoveddel er svejset af Q345B kulstofstål med høj styrke; kropstykkelsen er 20 mm og kan modstå et valsetryk på over 30 tons. Rammekonstruktionen anvender mekanisk balancedesign; søjler og bjælker er forstærket af trekantede understøtninger for at sikre, at amplituden under højhastighedsdrift er ≤0,08 mm. Betjeningspanelet har et ergonomisk layout; nødstopknapper, parameterjusteringsknapper og LED-display for arbejdstilstand er placeret i en vifteform, der gør det muligt for operatørerne at gennemføre hele processen inden for en afstand af 0,5 meter.
- Den magnetiske pulverbremse kan bære spoler med en diameter på 1,2 meter og en vægt på 5 tons. Den justerer afviklingshastigheden i realtid via en spændingssensor for at undgå rynker i metalplader forårsaget af pludselige ændringer i spændingen.
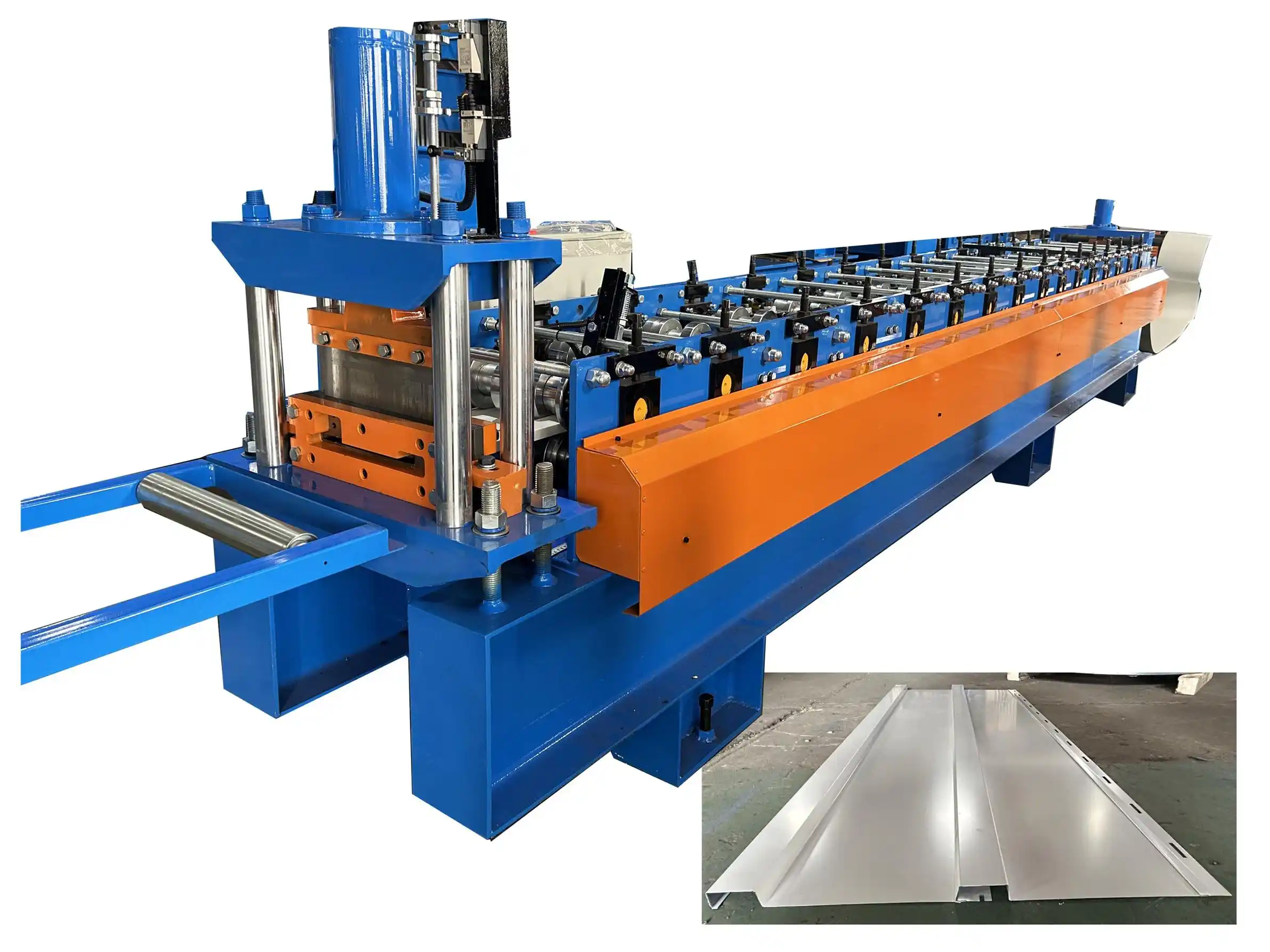
Syv ruller anvender et øvre-tre-nedre-fire-layout. GCr15 lejestål, ruller, der slukkes med en hårdhedsværdi på HRC60-62, i stand til præcisionsnivellering af stålplader med en tykkelse på 0,5-4 mm; fladhed inden for 0,2 mm / m kontrol; - CNC-stanseenheden har 20 hydrauliske stansepresser på 20 ton med en stansehastighed på 30 gange i minuttet og en hulpositionsnøjagtighed på ±0,3 mm. Den understøtter skift af mere end 20 hultyper, som er runde huller, lange huller og taljeformede huller.
Analyse af kernefunktioner: Teknologidrevne effektivitetsopgraderinger
- Nøjagtig styring af servofodringssystemet
Den bruger en Panasonic MINAS A6-servomotor med en 2000-linjers enkoder og opnår en fremføringsnøjagtighed på ±0,05 mm. Når der registreres et udsving i materialetykkelsen på mere end 0,1 mm, føres det tilbage via tryksensoren og justerer automatisk fremføringshastigheden (justerbar 0-25 m/min). Eksempel: Produktion af 2 mm galvaniserede plader; fejlen ved traditionel mekanisk fremføring er ca. ±1 mm. Servosystemet kontrollerer fejlen inden for ±0,3 mm og lægger et fundament for efterfølgende rulleformning. - Mysteriet bag den kontinuerlige rulleformningsproces
Formningsenheden har 12 sæt matricer, de første 6 sæt er grovformningsvalser, de sidste 6 sæt er finformningsvalser. Tag den U-formede rillebehandling af stilladsplanker som et eksempel: 1.-3. sæt valser fuldfører 90° forbøjning med 5° kompensation reserveret; 4.-6. sæt valser udfører buekorrektion for at kontrollere rilledybdefejl inden for ±0,5 mm; 7.-12. sæt valser færdiggør overfladen for at gøre ruheden Ra≤1,6 μm. Hele processen styres af et PLC-program, der kan gemme formningsparametre for halvtreds forskellige produkter og skiftetid ≤10 minutter. - Gennembruddet for intelligent skæreteknologi
Et gennembrud inden for intelligent skæreteknologi: Med en hydraulisk drevet flyvende klippeanordning når klippehastigheden op på 80 gange i minuttet, hvilket giver mulighed for gratfri klipning af stålplader under 4 mm. Systemet understøtter to tilstande: skæring med fast længde (0,5-6 m) og skæring med metertælling. Med fotoelektrisk sensorpositionering er længdefejlen ≤±1 mm; effektiviteten øges med 8 gange sammenlignet med traditionel manuel mærkning og skæring.

Tre kernefordele, der omdefinerer industrielle produktionsstandarder
- Dobbelt stigning i produktionskapacitet og -effektivitet
Den daglige produktionskapacitet for en enkelt produktionslinje når 12.000 meter (beregnet som 2 m lange stilladsplanker, 6.000 stykker om dagen), hvilket svarer til den daglige arbejdsbyrde for 20 faglærte arbejdere. Efter at en byggeudstyrsfabrik indførte dette udstyr, blev leveringscyklussen for stilladsplanker forkortet fra 7 dage til 2 dage; ordrebesvarelseshastigheden steg med 71%. - Kvalitetssikring af præcis produktion
Den ISO9001-certificerede kvalitetskontrolproces beviser, at udstyret har produceret stilladsplanker med en trækstyrke på 345MPa og en flydespænding på 235MPa, som begge overgår kravene i GB/T 1591-2018. Resultater fra salttågetest (5% NaCl-opløsning, 240 timer) viser, at korrosionshastigheden for det galvaniserede lag er ≤0,1 mm/år, hvilket er velegnet til kystnære byggeprojekter. - Fleksibel mulighed for tilpasning
Det understøtter hurtig udskiftning af matricer (tid til matriceskift ≤30 minutter) og kan producere mere end 20 typer profiler såsom C-formet stål (100-300 mm), Z-formet stål (120-250 mm) og U-formede riller (50-200 mm). En fabrik for bildele brugte dette udstyr til at tilpasse batteripakkebeslag i aluminiumslegering til nye modeller af energikøretøjer og opnåede en 90° bøjning + flangeproces gennem 16 sæt specialforme med et produktudbytte på 99,2%.
Præcis respons fra krav til implementering
- Konvertering af krav til teknik
Det tekniske team konverterer kundekrav til parametre for processtyring ved hjælp af SolidWorks 3D-modellering. For eksempel krævede en solcellevirksomhed, at støtteprofilens bøjningsvinkel skulle være 158°±1°. Det tekniske personale beregnede kompensationsvinklen til 162° ved hjælp af FEA-simulering af valseprocessen. Den endelige produktvinkelfejl var ≤0,5°. - Omvendt design af matricer
For specialformede dele indhentes prøvedata ved hjælp af 3D-scanningsteknologi (nøjagtighed ±0,02 mm), og omvendt matricedesign udføres ved hjælp af UG-software. En rumfartsvirksomheds fodpedaler af titaniumlegering. For at løse problemet med termisk deformation i behandlingen af titaniumlegering designede det tekniske team specielle matricer med køleriller baseret på scanningsdata. - Kvalitetskontrolsystem med fuld proces
Prøveproduktionen implementerer "tre-inspektionssystemet" (første inspektion, patruljeinspektion og endelig inspektion) med koordinatmålemaskine (nøjagtighed ± 0,01 mm), nøgledimensioner kan detekteres. I dette projekt med højhastighedsjernbanedele opnåede 200 prøveproduktionsjusteringer endelig profilens rethed på 0,1 mm/m - CRCC-certificeringskrav.

Forskellige anvendelsesscener: Teknisk tilpasning på tværs af brancher
Sikkerhedsbasen i byggeprojekter
Under byggeriet af den tredje landingsbane i Hong Kong International Airport understøttede stilladsplankerne fra dette udstyr en 120 meter høj arbejdsplatform. Den skridsikre rilledybde nåede 0,8 mm; friktionskoefficienten var 0,65, hvilket er sikkert for byggepersonalet i tyfonsæsoner. Plankerne er boltet sammen med præcis stansning; den fælles bæreevne er op til 2,5 tons, hvilket er mere end kravene i British Standard BS 1139.
- Den nøjagtige allierede i top-produktionRumfart: Fremstilling af cockpit-fodkontrolbeslag til C919-flyet ved hjælp af 7075-T6-aluminiumlegering og opnåelse af en vægtykkelse på 0,3 mm ved hjælp af 10 sæt nøjagtige matricer, uden at der blev fundet fejl i det indre hul ved røntgenkontrol af fejl;
- Medicinsk udstyr: Fremstilling af dørkarme til skærmkabiner til CT-værktøjer ved hjælp af en rulleformningsteknik i rustfrit stål, så svejsetætheden når op på 1×10⁹Pa -m³/s, hvilket opfylder reglerne for strålingssikkerhed.
- Jernbanetransit: Behandl tagets AC-beslag til metrovogne via synkroniseret styring af servofødning og -rulning, hvilket får beslagets vibrationsfrekvens til at undvige køretøjets resonansområde (18- 22Hz).
Inden for brintenergi er dette udstyr i stand til at behandle bipolære metalplader til brændselscellestakke. Det opnås ved at rulleforme 0,1 mm ultratynde plader af rustfrit stål, hvilket giver en nøjagtighed på ±0,03 mm i flowkanalens størrelse, men også sikrer en ensartet fordeling af brint og ilt.
Fra bygning af stilladser til højpræcisionsdele til fly er fodpedalrulleformningsmaskinen blevet en vigtig måde at forbedre industrien på med sine to store fordele ved "præcis fremstilling + nem produktion". I bølgen af smart making vil den blive ved med at levere komplette løsninger fra "råmateriale" til "slutprodukt" til mange områder gennem teknologiske ændringer inden for smartness, miljøvenlighed og blanding og virkelig blive en uerstattelig "altmuligmand" i moderne industriproduktion.
