


De kern van industriële productie
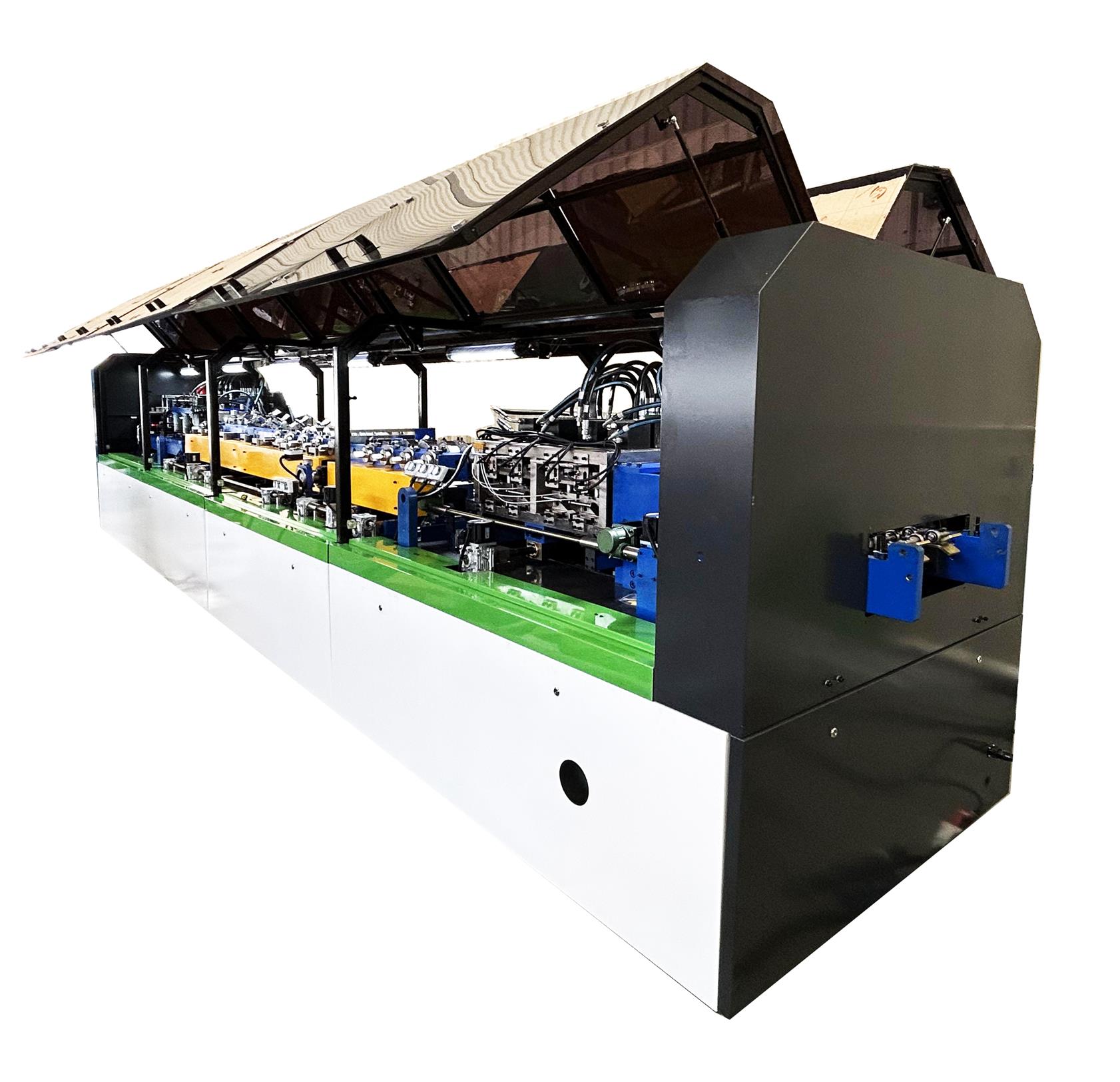
In het verfijnde systeem van de moderne industriële productie is de Voetpedaal rolvormen machine werkt als een stille maar bekwame "industriële basis", die de productiviteit op veel gebieden verhoogt met de precisie van machinehulp. Wanneer steigers groeien als een stalen hout op bouwplaatsen, wordt het belangrijkste onderdeel - de steigerplank - altijd door dit gereedschap gemaakt met een snelheid van 12 meter per minuut. Bij autofabrieken komen de juiste rondingen van de binnenste steunen en voetpedalen van de vele rollen van het rolgereedschap. Dit gereedschap, dat banen van "snijden-vormen-ponsen" samenvoegt, verandert de manier waarop goederen in oude tijden worden gemaakt met zijn "Zwitsers zakmes"-achtige bruikbaarheid en is belangrijk tussen onbewerkte producten en afgewerkte industriële producten.

Hoe structuur samensmelt met functie
De kunst van engineering in mechanisch ontwerp
- De behuizing van de apparatuur is gelast van Q345B koolstofstaal met hoge sterkte; de dikte van de behuizing is 20 mm en is bestand tegen een walsdruk van meer dan 30 ton. De framestructuur maakt gebruik van een mechanisch balansontwerp; kolommen en balken worden versterkt door driehoekige steunen om ervoor te zorgen dat de amplitude tijdens hogesnelheidsbedrijf ≤0,08mm is. Het bedieningspaneel heeft een ergonomische lay-out; noodstopknoppen, knoppen voor het aanpassen van parameters en LED-weergave van de werkomstandigheden zijn in een waaiervorm geplaatst, zodat operators het hele proces binnen een bereik van 0,5 meter kunnen voltooien.
- De magnetische poederrem kan spoelen dragen met een diameter van 1,2 meter en een gewicht van 5 ton. Hij past de afrolsnelheid in realtime aan via een spanningssensor om rimpels in metalen platen te voorkomen die worden veroorzaakt door plotselinge spanningsveranderingen.
De zeven rollen keuren een hogere-drie-lager-vier lay-out goed. GCr15 dragend staal, rollen die met een hardheidswaarde van HRC60-62 doven, geschikt om staalplaten van 0.5-4mm dikte nauwkeurig te nivelleren; vlakheid binnen 0.2mm/m controle; - De CNC-ponsunit heeft 20 hydraulische ponsmachines van 20 ton, met een ponssnelheid van 30 keer per minuut en een gatpositienauwkeurigheid van ±0,3 mm. Het ondersteunt het schakelen van meer dan 20 soorten gaten, waaronder ronde gaten, lange gaten en taillevormige gaten.
Analyse van kernfuncties: Technologiegedreven efficiëntieverbeteringen
- Nauwkeurige besturing van het servovoedingsysteem
Het maakt gebruik van een Panasonic MINAS A6 servomotor met een 2000-lijns encoder, waardoor een aanvoernauwkeurigheid van ±0,05 mm wordt bereikt. Als er een materiaaldiktefluctuatie van meer dan 0,1 mm wordt gedetecteerd, wordt er teruggekoppeld via de druksensor en wordt de voedingssnelheid automatisch aangepast (instelbaar op 0-25 m/min). Voorbeeld: Productie van gegalvaniseerde platen van 2 mm; de fout van traditionele mechanische toevoer is ongeveer ±1 mm. Het servosysteem controleert de fout binnen ±0,3 mm en legt zo een basis voor het latere rolvormen. - Het mysterie achter het continu rolvormproces
De vormeenheid heeft 12 sets van matrijzen, de eerste 6 sets zijn ruwe vormwalsen de laatste 6 sets zijn fijne vormwalsen. Neem de U-vormige groefverwerking van steigerplanken als voorbeeld: 1e-3e sets rollen voltooien 90° voorbuigen met 5° compensatie gereserveerd; 4e-6e sets rollen voeren boogcorrectie uit om groefdieptefout binnen ±0,5mm te houden; 7e-12e sets rollen beëindigen oppervlak om ruwheid Ra≤1.6μm te maken. Het hele proces wordt bestuurd door een PLC-programma dat vormparameters van vijftig verschillende producten en schakeltijden ≤10 minuten kan opslaan. - De doorbraak van intelligente snijtechnologie
Een doorbraak in intelligente snijtechnologie: met een hydraulisch aangedreven vliegende schaar bereikt de snijsnelheid 80 keer per minuut, waardoor stalen platen van minder dan 4 mm braamvrij kunnen worden gesneden. Het systeem ondersteunt twee modi: snijden met een vaste lengte (0,5-6 m) en meter-tellend snijden. Dankzij de positionering met een foto-elektrische sensor is de lengteafwijking ≤±1mm; de efficiëntie neemt 8 keer toe in vergelijking met traditioneel handmatig markeren en snijden.

Drie kernvoordelen, herdefiniëren industriële productienormen
- Dubbele toename in productiecapaciteit en efficiëntie
De dagelijkse productiecapaciteit van één enkele productielijn bereikt 12.000 meter (berekend als steigerplanken van 2 m lang, 6.000 stuks per dag), wat overeenkomt met de dagelijkse werkbelasting van 20 geschoolde arbeiders. Nadat een fabriek voor bouwmaterieel deze apparatuur had geïntroduceerd, werd de leveringscyclus voor steigerplanken verkort van 7 dagen naar 2 dagen; de reactiesnelheid van de bestelling steeg met 71%. - Kwaliteitsborging van nauwkeurige productie
Het ISO9001-gecertificeerde kwaliteitsinspectieproces bewijst dat de apparatuur steigerplanken heeft geproduceerd met een treksterkte van 345MPa en een vloeigrens van 235MPa, die beide de vereisten van GB/T 1591-2018 overtreffen. Resultaten van zoutsproeitesten (5% NaCl-oplossing, 240 uur) bewijzen dat de corrosiesnelheid van de gegalvaniseerde laag ≤0,1 mm/jaar is, geschikt voor bouwprojecten aan de kust. - Flexibele aanpassingsmogelijkheden
Met ondersteuning voor snelle matrijzenwissel (matrijzenwisseltijd ≤ 30 minuten) kunnen meer dan 20 soorten profielen worden geproduceerd, zoals C-vormig staal (100-300 mm), Z-vormig staal (120-250 mm) en U-vormige groeven (50-200 mm). Een fabriek voor auto-onderdelen gebruikte deze apparatuur om accupackbeugels van aluminiumlegering aan te passen voor modellen van nieuwe energievoertuigen, waarbij een 90° buig- + flensproces werd bereikt met 16 sets speciale matrijzen, met een productopbrengst van 99,2%.
Nauwkeurig antwoord van eis tot implementatie
- Conversie van vereisten naar engineering
Het technische team zet de eisen van de klant om in procescontroleparameters met behulp van SolidWorks 3D-modellering. Een fotovoltaïsch bedrijf eiste bijvoorbeeld dat de buighoek van het draagprofiel 158°±1° zou zijn. Het technische personeel berekende de hoek van de matrijscompensatie op 162° via FEA-simulatie van het walsproces. De fout in de uiteindelijke producthoek was ≤0,5°. - Omgekeerd ontwerp van matrijzen
Voor speciaal gevormde onderdelen worden monstergegevens verkregen met 3D-scantechnologie (nauwkeurigheid ±0,02 mm) en wordt het omgekeerde matrijsontwerp uitgevoerd met UG-software. Voetpedalen van een titaniumlegering van een luchtvaartbedrijf. Om het probleem van thermische vervorming bij het verwerken van titaniumlegering op te lossen, ontwierp het technische team speciale matrijzen met koelgroeven op basis van de scangegevens. - Kwaliteitscontrolesysteem met volledig proces
De proefproductie implementeert het "drie-inspectiesysteem" (eerste inspectie, patrouille inspectie en eindinspectie) door coördinaten meetmachine (nauwkeurigheid ±0,01mm), belangrijke dimensies detecteerbaar. In dit project voor hogesnelheidsspoordelen bereikten 200 aanpassingen in de proefproductie uiteindelijk de rechtheid van het profiel bij 0,1 mm/m-vereiste voor CRCC-certificering.

Verschillende toepassingsscènes: Technische aanpassing in verschillende sectoren
De veiligheidsbasis van bouwprojecten
Tijdens de aanleg van de derde landingsbaan van Hong Kong International Airport ondersteunden de steigerplanken van deze apparatuur een werkplatform van 120 meter hoog. De diepte van de antislipgroef bedroeg 0,8 mm; de wrijvingscoëfficiënt was 0,65, veilig voor bouwpersoneel tijdens het tyfoonseizoen. De planken zijn met bouten aan elkaar verbonden door middel van exact ponsen; de gezamenlijke draagcapaciteit is maximaal 2,5 ton, meer dan de vereisten van de Britse norm BS 1139.
- De nauwkeurige bondgenoot van hoogwaardige productie Ruimtevaart: Het maken van de voetregelaarbeugels voor de cockpit van het C919 vliegtuig, met behulp van 7075-T6 aluminiumlegering, het bereiken van een 0,3 mm wanddikte vorm door middel van 10 sets van exacte matrijzen, met geen innerlijke gat gebreken gevonden door X-ray fout controle;
- Medische apparatuur: Het maken van deurframes voor schildcabines voor CT-apparatuur, met behulp van een roestvrijstalen rolvormingstechniek om de lasnaaddichtheid 1×10⁹Pa -m³/s te laten bereiken, om te voldoen aan stralingsveiligheidsregels.
- Spoorvervoer: Verwerk de dak AC steunen voor metrovoertuigen, via gesynchroniseerde controle van servovoer & rol, die de de trillingsfrequentie van de steun maken de waaier van de voertuigresonantie ontwijken (18-22Hz).
Op het gebied van waterstofenergie kan deze apparatuur metalen bipolaire platen verwerken voor brandstofcelstacks. Dit wordt bereikt door het walsen van 0,1 mm ultradunne roestvrijstalen platen, waarbij een nauwkeurigheid van ±0,03 mm voor het stromingskanaal wordt bereikt en een gelijkmatige verdeling van waterstof en zuurstof wordt gegarandeerd.
Van steigers bouwen tot zeer nauwkeurige onderdelen voor vliegtuigen, de voetpedaal rolvormmachine is een belangrijke manier geworden om de industrie te verbeteren met zijn twee grote voordelen van "nauwkeurig maken + eenvoudig produceren". In de golf van slim produceren zal het volledige oplossingen blijven bieden van "grondstof" tot "eindproduct" voor vele gebieden door middel van technische veranderingen in slimheid, milieuvriendelijkheid en mengen, waardoor het echt een onvervangbare "duizendpoot" wordt in de moderne industriële productie.
